底部填充技術上世紀七十年代發源於IBM公司,目前已經成為電子製造產業重要的組成部分。起初該技術的套用範圍只限於陶瓷基板,直到工業界從陶瓷基板過渡到有機(疊層)基板,底部填充技術才得到大規模套用,並且將有機底部填充材料的使用作為工業標準確定下來。
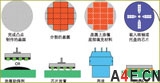
圖1. 毛細管底部填充從器件 邊緣注入。
目前使用的底部填充系統可分為三類:毛細管底部填充、助焊(非流動)型底部填充和四角或角-點底部填充系統。每類底部填充系統都有其優勢和局限,但目前使用最為廣泛的是毛細管底部填充材料。 毛細管底部填充的套用範圍包括板上倒裝晶片(FCOB)和封裝內倒裝晶片(FCiP)。通過採用底部填充可以分散晶片表面承受的應力進而提高了整個產品的可靠性。在傳統倒裝晶片和晶片尺寸封裝(CSP)中使用毛細管底部填充的工藝類似。首先將晶片貼上到基板上已沉積焊膏的位置,之後進行再流,這樣就形成了合金互連。在晶片完成倒裝之後,採用分散技術將底部填充材料注入到CSP的一條或兩條邊(圖1所示)。材料在封裝下面流動並填充CSP和組裝電路板之間的空隙。 儘管採用毛細管底部填充可以極大地提高可靠性,但完成這一工藝過程需要底部填充材料的注入設備、足夠的廠房空間安裝設備以及可以完成精確操作的工人。由於這些投資要求以及縮短生產時間的壓力,後來開發出了助焊(非流動)型底部填充技術。