檢測方法
面對面的平行度誤差檢測
 平行度誤差
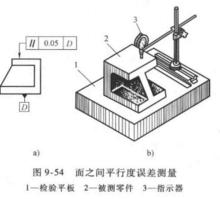
平行度誤差直接法:通過測量可直接獲得被測表面各點相對基準平面的變動量,從而可直接評定其誤差值的檢測方法。生產中通常採用帶指示器的測量裝置,測出被測表面相對基準平面的變動量,由此測得平行度誤差值。如右圖所示,檢測零件上兩外表面間平行度誤差。圖樣上給出零件的上表面對底平面D的平行度公差要求。檢測時,將被測零件2放置在檢驗平板1上,使基準表面與平板工作面緊密貼合,兩者之間儘量調整至符合最小條件的位置。以平板工作面作為模擬基準,用指示器3測量整個被測表面,取指示器最大與最小示值之差作為該零件的平行度誤差。
 平行度誤差
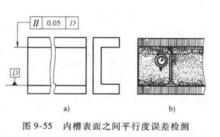
平行度誤差又如右圖所示,檢測內槽表面兩平行面間平行度誤差。圖中給出槽的上表面對下基準平面D平行度公差要求。檢測時,採用直接法體現基準,即以基準實際要素作為測量基準面,將帶指示器的測量架放在基準要素表面上移動,測得整個被測表面上最大與最小示值之差,作為該零件的平行度誤差。此方法適用於基準表面形狀誤差相對於平行度公差較小的零件。
 平行度誤差
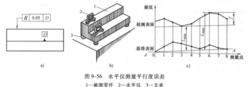
平行度誤差間接法:指通過測量不能直接獲得被測要素相對基準要素各點坐標值,需經過數據處理方可求得其平行度誤差值的檢測方法。如右圖所示,用水平儀檢測兩平面間的平行度誤差,給出零件上台階面對下台階面D的平行度公差。檢測時,通過支承3將被測零件大致調整至水平位置。然後分別在基準表面和被測表面上沿長向分段首尾相接進行測量,並記錄各測量點上水平儀讀數,將水平儀讀數角度值換算成線值。根據記錄讀數,用圖解法或計算法求出其平行度誤差。首先根據測得值繪出基準表面和被測表面近似輪廓,由基準表面輪廓按最小條件要求找出基準平面位置A-A,然後找出被測表面輪廓各測點沿垂直坐標方向到A-A基準間的最大距離L和最小距離L,由此求得該零件的平行度誤差為:f=L-L。此方法適用於測量窄長平面。
線對面(面與孔之間)的平行度誤差檢測
 平行度誤差
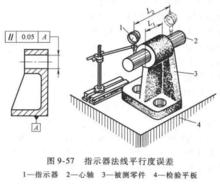
平行度誤差線對面的平行度誤差通常採用直接法進行檢測。如右圖所示,採用指示器法進行測量。圖中給出孔的軸線對底面A的平行度公差要求。檢測時,將被測零件3直接放置在檢驗平板4工作面上,使其基準底面A與平板工作面緊密貼合,以平板工作面作為模擬基準。在被測孔內插入心軸(檢驗棒或標準圓柱)2,心軸與被測孔間應緊密配合(可採用可脹式或與孔成無間隙配合的軸),該軸應具有較高的形狀精度,用其模擬基準軸線。使指示器1與心軸上端素線相接觸,測得兩端相距L,的兩測點示值M和M,按下式換算求得該零件的平行度誤差:
 平行度誤差
平行度誤差式中L為被測軸線長度(或給定長度);L為測量長度;M、M為測量長度兩端指示器示值。
面對線的平行度誤差檢測
 平行度誤差
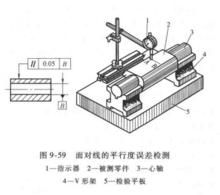
平行度誤差面對線的平行度誤差通常採用直接法進行檢測。如右圖所示,給出零件的上表面對基準軸線B的平行度公差。測量時,將心軸3插入基準孔B中,以心軸模擬基準軸線。將心軸兩外伸端放在兩等高V形架4上。使被測零件繞心軸軸線轉動,調整被測表面在同一橫截面上的兩點A和B與平板工作面間距離相等。然後用指示器沿整個被測表面進行測量,取整個測量過程中指示器的最大與最小示值之差,作為該零件的平行度誤差。
線對線的平行度誤差檢測
檢測時應根據零件的結構及其功能要求不同,圖樣上給出多種形式的平行度公差要求,生產中則應採用不同檢測方法評定。
 平行度誤差
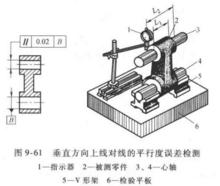
平行度誤差(1)給定方向上線對線平行度誤差檢測:如右圖所示,給出連桿小頭孔對大頭孔基準B的軸線間,在垂直方向上的平行度公差(即通常所說的彎曲度)。檢測時,基準軸線和被測軸線分別由心軸4和心軸3模擬。將模擬基準軸線的心軸4支承在等高V形架5上。調整兩軸線位於垂直於平板工作面的同一垂直面上。用指示器1測量相距為L位置處被測心軸上端素線,分別測得數值為M和M,按下式求得該零件在給定方向上的平行度誤差:
 平行度誤差
平行度誤差式中L為被測軸線長度(或給定長度);L為測量長度;M、M為測量長度兩端指示器示值。
 平行度誤差
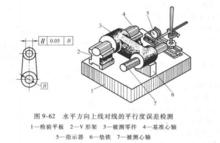
平行度誤差如右圖所示,給出連桿大、小頭孔的軸線沿水平方向上的平行度公差(即通常所說的扭曲度)。該零件平行度誤差檢測與上述垂直方向平行度誤差檢測基本相同,兩者區別是測量方向不同,測量水平方向上的平行度誤差時,應將被測軸線與基準軸線放到與平板工作面相平行的平面上(即將垂直方向繞基準軸線轉90°)。被測心軸可通過墊鐵6調整至水平位置。用指示器測量被測心軸上端素線相距L,兩個位置上的數值分別M和M,同樣以上面公式求得該零件水平方向上的平行度誤差。
 平行度誤差
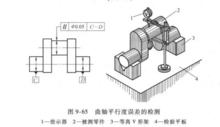
平行度誤差(2)任意方向上線對線平行度誤差檢測:如右圖所示,給出曲軸的連桿軸頸對主軸頸C一D公共軸線的平行度公差要求。該零件被測要素與基準要素均為外圓軸線,檢測時可直接由實際圓柱面來體現基軸線要素。首先將C與D全軸頸分別放在等高V形架3的槽內,並調整其軸線與檢驗平板平行,以V形架中心面模擬公共基準軸線;然後使安裝在同一垂直方向上的兩個指示器沿被測軸頸上、下兩條素線移動,同時記錄兩指示器示值,計算讀數差值之半,取其中最大值作為該測量方向上的平行度誤差。以C一D公共軸線為中心,在0~180°範圍內轉動曲軸,分別測得若干不同角度位置上的平行度誤差,取其中最大值作為該零件任意方向的平行度誤差。任意方向平行度誤差也可按上述給定兩垂直方向分別測得的誤差值f和f,按下列式計算求出f值,作為該零件任意方向的平行度誤差:
 平行度誤差
平行度誤差