
鋼材
通常,採用一定的加工工藝,先將材料製成零部件,然後將零部件組裝成機器或結構,這就要求材料具有適應加工工藝的性能。一般通過工藝性能試驗確定材料是否適應某加工工藝(即材料的工藝性能)。工藝性能試驗方法通常是模擬生產實際工藝過程。
切削加工性能
切削加工性能(或可切削性)是指金屬接受切削加工的能力,也就是將金屬切削加工戍合乎要求的工件的難易程度。這不僅與金屬本身的化學成分、機械性能等有關,而且與切削工藝(如刀具幾何形狀、耐用度、切削速度以及進刀量等)有關。影響切削加工性能的因素雖較多,但最主要的是金屬本身的性質,特別是硬度,當金屬硬度為HB150~230時,切削加工性能最好。
焊接性能
焊接性能(或可焊性)是指金屬能否用通常的焊接方法和工藝進行焊接,焊接性好的金屬能用通常的焊接方法和工藝進行焊接;焊接性差的金屬則不能用通常的焊接方法和工藝進行焊接,而必須用特定的焊接方法和工藝進行焊接。
焊接金屬時,在焊接(縫)處附近形成熱影響區,在熱影響區內,由於焊接加熱和冷卻,使金屬內部發生變化,冷卻時可能使金屬產生裂紋。從這個意義上講,所謂焊接性是指金屬焊接時是否容易產生裂紋,容易產生裂紋的,則焊接性能差。
鋼的化學成分對焊接性能影響很大。鋼的含碳量低,焊接性能好,故焊接後使用的鋼材,含碳量在0.17%以下;含碳量高,焊接冷卻後易產生硬化,鋼的脆性增加會產生裂紋。鋼中錳量<1.6%時,焊接性能較好,錳量>1.6%時,焊接性能差。鋼中磷、硫含量高容易產生脆裂,影響焊接性能。
焊接方法及工藝的改進,為採用焊接方法製造金屬結構開闢了廣闊的途徑(用焊接方法製造金屬結構優於鉚接)。同時,相應地要求研究、生產出更多種類宜於焊接的金屬材料。焊接性能是金屬材料較重要的工藝性能,在某些場合,焊接性的好壞往往是決定材料能否使用的關鍵,特別是對普通碳素結構鋼和低合金結構鋼更為重要。
冷彎性能
金屬材料(如鋼板)使用時往往先經過冷(常溫下)彎卷,若冷彎時不產生裂紋,則材料冷彎性能好。因此,可用冷彎產生裂紋傾向的大小來衡量冷彎性能的好壞。
一般用180°冷彎試驗鑑別金屬材料的冷彎性能。彎曲試驗如圖1所示,試樣呈矩形,其厚度為a毫米,彎曲用彎心壓頭的直徑為d毫米。對不同化學成分、不同使用要求的金屬材料,d和a的關係可根據要求按d=0或d=0.50、d=a、d=2a、d=3a進行彎曲。
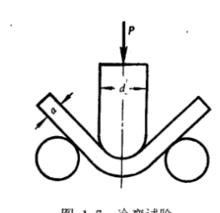 圖1
圖1試樣彎曲後,彎曲部位的外面、裡面及側面均無裂紋;斷裂或起層,即認為冷彎合格。茸材料的乃大,則冷彎性能好。
衝壓性能
汽車、拖拉機某些部件以及日用搪瓷器皿等是衝壓成的,所以,要求金屬材料具有優良的衝壓性能。
通常用杯突試驗(如圖2所示)來鑑定金屬材料衝壓性能的好壞。在杯突(或稱艾利克森)試驗機上,沖頭以5~25毫米/分鐘的速度(後期採用下限速度),頂壓(衝壓)板狀試樣,試樣逐漸變形(從小淺坑至大深坑);,直到試驗機儀器上的反射鏡中發現第一條裂紋時為止。儀器指示刻度數(毫米)即是杯突(深度)數。杯突(深度)數(毫米)愈大, 材料的衝壓性能愈好。
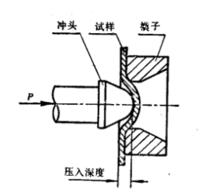 圖2
圖2冷頂鍛性能
螺栓、螺釘以及鉚釘等標準件,製造時其頭部要冷鐓成型,要求這些製件的材料有較好的冷頂鍛性能。冷頂鍛試驗,就是金屬材料在冷狀態(常溫)下,承受規定程度的頂鍛變形能力,並檢驗有無缺陷的一種試驗方法。
冷頂鍛試驗如圖3所示。試樣直徑或邊長<15毫米時,用手錘鍛打;直徑或邊長>15毫米時,用鍛壓機(或壓力機)鍛成規定高度:
x=h1/h=2/5或1/2,或由供、需雙方協商規定。式中h、h1分別為試樣頂鍛前、後的高度(毫米)。
鍛成規定高度後,檢查試樣側面,如無裂紋、 裂口、扯破、摺疊等,即認為冷頂鍛質量合格。
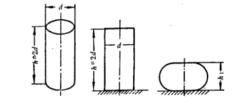 圖3
圖3高分子材料
黏度
高分子材料在成形過程中絕大多數是處於黏流態的,這種狀態便於其流動和成形。如果黏度過高,則製品的成形質量將受到影響,因此,要根據材料的種類及性能、成形方法及設備確定適當的黏度。
影響黏度的主要因素有聚合物的分子量、溫度、壓力、剪下速率等。增加溫度和降低壓力的作用相似,能降低聚合物熔體的黏度,提高其流動性;聚合物的分子量越大。纏結程度越嚴重,流動性越差;聚合物熔體的黏度會隨剪下速率的增加而降低。
收縮性
收縮性指從成形的製品從模具中取出。冷卻至室溫若干小時後尺寸收縮的現象。產生收縮的原因主要有聚合物的熱脹冷縮、聚合物的可壓縮性及彈性回復、聚合物熔體的結晶、聚合物熔體的分子取向等。成形收縮率可表示為:
 工藝性能
工藝性能影響收縮的主要因素有製品本身(材料的種類、結構形狀等)、成形條件(成形壓力、成形溫度、成形時間等)、模具變數(模具結構、模具溫度、澆口設計等)。形狀複雜、尺寸較小、薄壁、多孔等製品,其收縮較小;成形壓力越大、製品彈性回復能力越強,其收縮越小:成形溫度高、則熱脹冷縮大。收縮越大;成形時間越長,冷卻時間越長,收縮較小,但過長的冷卻時間會影響生產效率。
吸濕性
吸濕性是指聚合物中各種添加劑對水的敏感程度。材料的吸濕性越大,其在成形過程中越容易發生水解作用,從而導致製品中氣泡或表面粗糙等缺陷,同時也影響其電氣性能。因此,成形前應將聚合物和掭加劑進行乾燥處理。
取向作用
取向作用是指材料中的纖維狀填料(如短玻璃纖維、木粉等)和聚合物在成形時會順著流動方向平行的排列。若製品中存在取向作用,則製品就會出現各向異性。在成形厚大製品時,應積極消除取向作用,以避免製件變形或開裂。
可焊性
熱塑性塑膠可在一定溫度下軟化直至黏滯流動,冷卻又重新硬化。在這個可以反覆多次的可逆變化過程中,大分子的化學性質不變,因此,熱塑性塑膠具有較好的焊接性,可焊接成形。
