定位尺寸簡介
工程圖學專用術語。在圖紙上表示工程結構的大小形狀時,有兩類尺寸,一類是定型尺寸,用來說明該工程結構中某一形狀的具體大小(比如圓錐的底圓直徑);另一類就是定位尺寸,用來標記零件處於大結構中的具體位置,比如在長方體上挖一個圓柱孔時,該孔中心軸與長方體邊界的距離就是定位尺寸。
標註形式
 就近原則
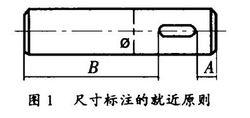
就近原則尺寸公差在一定的公差等級下, 隨基本尺寸的增大而增大。或者,當尺寸公差一定時,公差等級隨基本尺寸的增大而提高,這個關係在尺寸標註中是重要的 。尺寸標註中的 “ 就近原則 ”, 即在結構要求允許情況下,應選用最短尺寸以利加工和測量。根據上述關係,分析線性尺寸標註的三種形式—鏈狀式 、 坐標式 、 綜合式。
鏈狀式
 鏈狀
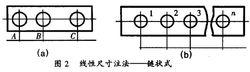
鏈狀各尺寸依次標註,後一個尺寸分別以前一個尺寸為基準,這樣互相聯繫起來的尺寸注法稱為鏈狀式尺寸注法, 這 種標註方法測量方便 ,繪圖也較 簡單、清晰,但主要問題在於任何二要素之 間的定位誤差,隨尺寸環節 的增 加而 累積。 因此,適用範圍受到很大的限制,特別是對尺寸環節多的結構不宜採用,對有一定裝配精度要求的結構,採用鏈狀式標註還必須事先驗算積累誤差是否超出允許值 ,按有關公式計算尺寸公差。
坐標式
 坐標式
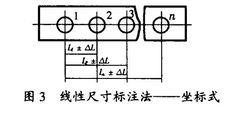
坐標式所有尺寸從同一基準標註,這種形式稱為坐標式。這種尺寸注法排列整齊,清晰。基本上克服了鏈狀式注法的缺點。各孔的定位誤差分別決定於各自的定位尺寸。不受其它尺寸在加工時產生的誤差的影響。因此不會隨孔數的增多而增加。
綜合式
綜合式是坐標式和鏈狀式兩種形式的綜合。這種注法排列有序並已規範化 。
設計目的
為了保證加工精度、提高生產效率、減輕工人勞動強度、適應大批量生產需要、在機械零件的製造過程中往往要藉助於專用夾具。 “一面兩銷” 是箱體類、支架類零件的常用定位方式, 過去設計的夾具在裝配調試時往往要花費很多時間和精力, 經常出現的問題是工件不好安裝, 需要重新修配定位銷。這樣不僅夾具的製造周期長, 而且由於定位銷被反覆拆裝,其裝配精度降低, 從而影響加工精度的保持性。
常規設計方法
當工件以 “一面兩孔” 定位時, 夾具上的對應定位元件是 “一面兩銷”, 在 “兩銷” 中, 一個是圓柱銷, 一個是削邊銷。定位尺寸為兩銷的工作直徑和兩銷的中心距。定位尺寸的合理設計是整套夾具設計的關鍵。
常規設計方法
常規的設計方法是: 定位銷的基本尺寸取工件上定位孔的基本尺寸, 公差帶則根據尺寸公差選擇的方法確定, 即配合性質選擇小間隙配合 H /g 或 H /f, 公差等級較定位孔的高 1 級或 2 級; 兩定位銷的中心距公差取工件孔中心距公差的 1 /5 ~ 1 /3 。用這種方法設計的夾具, 在實際使用時就會發生工件安裝困難, 即工件不能很好地安裝到夾具上。解決的方法一般是在調試夾具時修磨定位銷的工作直徑。
常規設計分析
按常規方法設計製造的夾具, 在使用時往往會發生工件上的定位孔與夾具上的定位銷干涉的現象。究其原因主要有以下 3 點:
( 1) 定位孔具有形狀誤差
工件上的定位孔的實際形狀不是理想的, 實際孔的形狀誤差主要有圓度和圓柱度誤差。工件上用於定位的兩個孔的尺寸精度一般是能保證的。但由於加工誤差的存在和工件內應力釋放等原因, 定位孔的形狀有一定的誤差, 使定位銷與定位孔的實際配合間隙大大減小, 如設計時留的最小間隙較小, 則實際安裝時就會變成過盈配合, 造成安裝困難。
( 2) 定位孔與定位平面具有垂直度誤差
實際定位孔的軸線與定位平面之間的夾角並不是理想的 90°, 實際加工得到的孔的軸線與定位平面之間存在著一定的垂直度誤差。這種不垂直將會減小定位孔的實際作用尺寸, 導致在理論上能配合的銷和孔, 在實際裝配時難以平服安裝。
( 3) 工件上兩定位孔軸線具有平行度誤差
工件上用於定位的兩孔的實際軸線並不是理想的平行, 兩孔的實際軸線間存在平行度誤差, 這種不平行將會使兩孔的實際作用中心距減小, 從而造成工件上的定位孔與夾具上的定位銷干涉。
由此可見, 在設計夾具時, 如果只考慮定位尺寸的尺寸配合, 而不考慮定位表面的形位誤差, 設計必定會存在一定的問題。這種設計會給夾具的製造帶來麻煩, 而且如果在夾具沒有調試好就被投入使用, 操作者用強制的辦法使用夾具, 則將會產生實際的過定位, 使定位銷受力變形, 導致定位誤差增加, 使加工誤差增大。
合理設計
定位尺寸的設計既要滿足加工精度要求, 又要使工件裝卸方便。為滿足加工精度就必須使定位孔與定位銷的配合間隙儘量小甚至無間隙; 為滿足工件裝卸方便就必須使定位孔與定位銷之間留有足夠的間隙,兩銷之間的中心距儘量與兩孔的中心距保持一致。只有綜合考慮以上因素, 才能設計出合理的定位尺寸。
設計定位銷的直徑
作用尺寸是指零件裝配時起作用的尺寸, 由實際尺寸和形位誤差綜合形成。因為一套夾具適用於所有的同種零件, 所以設計要滿足互換性要求, 在設計定位銷時必須考慮孔的作用尺寸, 而且要保證在極限狀態時仍然具有好的裝配性。這個極限狀態就是最大實體實效狀態, 相對應的尺寸為最大實體實效尺寸, 其等於定位孔直徑的最小極限尺寸減去孔軸線的形位公差。
確定定位孔的實際尺寸和形位公差
對於零件圖上標有定位孔的形位公差的工件如連桿, 只需根據零件圖的要求進行計算便可得到定位尺寸。但對於一些用螺栓孔等工藝孔定位的工件如各類箱體, 則無法從圖紙上知道定位孔的實際尺寸和形位公差, 雖然工藝檔案上寫明定位孔的尺寸, 但一般不標註孔的形位公差, 只能通過測量工件上實際孔的尺寸和形位誤差, 用實際的尺寸和形位誤差來代替理論尺寸和形位公差。這種方法是可行的。因為對於同一種工件來說, 定位孔和定位面的加工方法是確定的,工件的結構形狀也是一致的, 孔的尺寸和形位誤差也是按照相同的規律變動的 。
