
發電原理
對正負電荷,由於在PN結區域的正負電荷被分離,因而可以產生一個外電流場,電流從晶體矽片電池的底端經過負載流至電池的頂端。 這就是 “光生伏打效應”。 將一個負載連線在太陽能電池的上下兩表面間時,將有電流流過該負載,於是太陽能電池 就產生了電流;太陽能電池吸收的光子越多,產生的電流也就越大。光子的能量由波長決定,低於基能能量的光子不能產生自由電子,一個高於基能能量的光子將僅產生一個自由 電子,多餘的能量將使電池發熱,伴隨電能損失的影響將使太陽能電池的效率下降.
組件材料
 太陽能電池組件
太陽能電池組件1. 玻璃:超白布紋鋼化玻璃,厚度3.2mm,在太陽電池光譜回響的波長範圍內(320-1100nm)透光率達91%以上,耐紫外光線的輻射,透光率不下降。鋼化玻璃作成的組件可以承受直徑25毫米的冰球以23米/秒的速度撞擊。
2. EVA:厚度為 0. 5mm的優質EVA膜層作為太陽電池的密封劑和與玻璃、TPT之間的連線劑。具有較高的透光率和抗老化能力。
太陽電池封裝用的EVA膠膜固化後的性能要求:
透光率大於90%;交聯度大於65-85%;剝離強度(N/cm),玻璃/膠膜大於30;TPT/膠膜大於15;耐溫性:高溫85℃、低溫-40℃。,
3.TPT:太陽電池的背面,耐老化、耐腐蝕、耐紫外線輻射、不透氣等基本要求。
4. 框線:所採用的鋁合金框線具有高強度,抗機械衝擊能力強。
電池組件的製作流程
(1)電池測試
由於電池片製作條件的隨機性,生產出來的電池性能不盡相同,所以為了有效的將性能一致或相近的電池組合在一起,所以應根據其性能參數進行分類;電池測試即通過測試電池的輸出參數(電流和電壓)的大小對其進行分類。以提高電池的利用率,做出質量合格的電池組件。
(2)正面焊接
將匯流帶焊接到電池正面(負極)的主柵線上,匯流帶為鍍錫的銅帶,我們使用的焊接機可以將焊帶以多點的形式點焊在主柵線上。焊接用的熱源為一個紅外燈(利用紅外線的熱效應)。焊帶的長度約為電池邊長的2倍。多出的焊帶在背面焊接時與後面的電池片的背面電極相連。
(3)背面串接
背面焊接是將電池串接在一起形成一個組件串,採用的工藝是手動的,電池的定位主要靠一個膜具板,上面有放置電池片的凹槽,槽的大小和電池的大小相對應,槽的位置已經設計好,不同規格的組件使用不同的模板,操作者使用電烙鐵和焊錫絲將“前面電池”的正面電極(負極)焊接到“後面電池”的背面電極(正極)上,這樣依次串接在一起並在組件串的正負極焊接出引線。
(4)層壓敷設
背面串接好且經過檢驗合格後,將組件串、玻璃和切割好的EVA 、玻璃纖維、背板按照一定的層次敷設好,準備層壓。玻璃事先塗一層試劑(primer)以增加玻璃和EVA的粘接強度。敷設時保證電池串與玻璃等材料的相對位置,調整好電池間的距離,為層壓打好基礎。(敷設層次:由下向上:鋼化玻璃、EVA、電池片、EVA、玻璃纖維、背板)。
(5)組件層壓
將敷設好的電池放入層壓機內,通過抽真空將組件內的空氣抽出,然後加熱使EVA熔化將電池、玻璃和背板粘接在一起;最後冷卻取出組件。層壓工藝是組件生產的關鍵一步,層壓溫度層壓時間根據EVA的性質決定。我們使用快速固化EVA時,層壓循環時間約為25分鐘。固化溫度為150℃。
(6)修邊
層壓時EVA熔化後由於壓力而向外延伸固化形成毛邊,所以層壓完畢應將其切除。
(7)裝框
類似與給玻璃裝一個鏡框;給玻璃組件裝鋁框,增加組件的強度,進一步的密封電池組件,延長電池的使用壽命。框線和玻璃組件的縫隙用矽酮樹脂填充。各框線間用角鍵連線。
(8)焊接接線盒
在組件背面引線處焊接一個盒子,以利於電池與其他設備或電池間的連線。
(9)高壓測試
高壓測試是指在組件框線和電極引線間施加一定的電壓,測試組件的耐壓性和絕緣強度,以保證組件在惡劣的自然條件(雷擊等)下不被損壞。
(10)組件測試
測試的目的是對電池的輸出功率進行標定,測試其輸出特性,確定組件的質量等級。主要就是模擬太陽光的測試Standard test condition(STC),一般一塊電池板所需的測試時間在7-8秒左右。
套用領域
1.用戶太陽能電源:(1)小型電源10-100W不等,用於邊遠無電地區如高原、海島、牧區、邊防哨所等軍民生活用電,如照明、電視、收錄機等;(2)3-5KW家庭屋頂併網發電系統;(3)光伏水泵:解決無電地區的深水井飲用、灌溉。
2. 交通領域:如航標燈、交通/鐵路信號燈、交通警示/標誌燈、宇翔路燈、高空障礙燈、高速公路/鐵路無線電話亭、無人值守道班供電等。
3. 通訊/通信領域:太陽能無人值守微波中繼站、光纜維護站、廣播/通訊/尋呼電源系統;農村載波電話光伏系統、小型通信機、士兵GPS供電等。
4. 石油、海洋、氣象領域:石油管道和水庫閘門陰極保護太陽能電源系統、石油鑽井平台生活及應急電源、海洋檢測設備、氣象/水文觀測設備等。
5.家庭燈具電源:如庭院燈、路燈、手提燈、野營燈、登山燈、垂釣燈、黑光燈、割膠燈、節能燈等。
6.光伏電站:10KW-50MW獨立光伏電站、風光(柴)互補電站、各種大型停車廠充電站等。
7.太陽能建築:將太陽能發電與建築材料相結合,使得未來的大型建築實現電力自給,是未來一大發展方向。
8.其他領域包括:(1)與汽車配套:太陽能汽車/電動車、電池充電設備、汽車空調、換氣扇、冷飲箱等;(2)太陽能制氫加燃料電池的再生髮電系統;(3)海水淡化設備供電;(4)衛星、太空飛行器、空間太陽能電站等。
功率計算
太陽能交流發電系統是由太陽電池板、充電控制器、逆變器和蓄電池共同組成;太陽能直流發電系統則不包括逆變器。為了使太陽能發電系統能為負載提供足夠的電源,就要根據用電器的功率,合理選擇各部件。下面以100W輸出功率,每天使用6個小時為例,介紹一下計算方法:
1.首先應計算出每天消耗的瓦時數(包括逆變器的損耗):若逆變器的轉換效率為90%,則當輸出功率為100W時,則實際需要輸出功率應為100W/90%=111W;若按每天使用5小時,則耗電量為111W*5小時=555Wh。
2.計算太陽能電池板:按每日有效日照時間為6小時計算,再考慮到充電效率和充電過程中的損耗,太陽能電池板的輸出功率應為555Wh/6h/70%=130W。其中70%是充電過程中,太陽能電池板的實際使用功率。
種類
1、單晶矽太陽能電池
單晶矽太陽能電池的光電轉換效率為15%左右,最高的達到24%,這是目前所有種類的太陽能電池中光電轉換效率最高的,但製作成本很大,以致於它還不能被大量廣泛和普遍地使用。由於單晶矽一般採用鋼化玻璃以及防水樹脂進行封裝,因此其堅固耐用,使用壽命一般可達15年,最高可達25年。
2、多晶矽太陽能電池
多晶矽太陽電池的製作工藝與單晶矽太陽電池差不多,但是多晶矽太陽能電池的光電轉換效率則要降低不少,其光電轉換效率約12%左右 (2004年7月1日日本夏普上市效率為14.8%的世界最高效率多晶矽太陽能電池)。從製作成本上來講,比單晶矽太陽能電池要便宜一些,材料製造簡便,節約電耗,總的生產成本較低,因此得到大量發展。此外,多晶矽太陽能電池的使用壽命也要比單晶矽太陽能電池短。從性能價格比來講,單晶矽太陽能電池還略好。
3、非晶矽太陽能電池
非晶矽太陽電池是1976年出現的新型薄膜式太陽電池,它與單晶矽和多晶矽太陽電池的製作方法完全不同,工藝過程大大簡化,矽材料消耗很少,電耗更低,它的主要優點是在弱光條件也能發電。但非晶矽太陽電池存在的主要問題是光電轉換效率偏低,國際先進水平為10%左右,且不夠穩定,隨著時間的延長,其轉換效率衰減。
4、多元化合物太陽電池
多元化合物太陽電池指不是用單一元素半導體材料製成的太陽電池。各國研究的品種繁多,大多數尚未工業化生產,主要有以下幾種:
a) 硫化鎘太陽能電池
b) 砷化鎵太陽能電池
c) 銅銦硒太陽能電池(新型多元帶隙梯度Cu(In, Ga)Se2薄膜太陽能電池
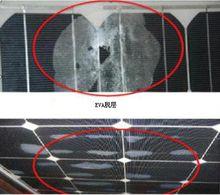
組件EVA脫層分析
原因
1.交聯度不合格.(如層壓機溫度低,層壓時間短等)造成
2. EVA、玻璃、背板等原材料表面有異物造成.
3.EVA原材料成分(例如乙烯和醋酸乙烯)不均導致不能在正常溫度下溶解造成 脫層
4.助焊劑用量過多,在外界長時間遇到高溫出現延主柵線脫層
太陽能光伏組件EVA脫層
組件影響
1.脫層面積較小時影響 組件大功率失效。當脫層面積較大時直接導致組件失效報廢
 太陽能光伏組件EVA脫層
太陽能光伏組件EVA脫層預防措施
1.嚴格控制層壓機溫度、 時間等重要參數 並定期按照要求做交聯度實驗,並將交聯度控 制在85%±5%內。
2.加強原材料供應商的改善及原材檢驗.
3.加強制程過程中成品外觀檢驗
4.嚴格控制助焊劑用量,儘量不超過主柵線兩側0.3mm
