
關聯標準
GB/T_1239[1].2--2009_冷卷圓柱螺鏇彈簧技術條件,GB/T2089--94等。
設計生產
 壓簧
壓簧1.看實際產品需求來按標準選擇彈簧材料;
2.根據產品力值和壓縮行程,疲勞度等要求,確定壓簧的內外徑,有效圈數,及線徑的取值範圍;
3.將相關參數代入設計參數公式;
4.提出要求由彈簧廠家設計生產也是較為合理可行的。
強化工藝
 壓縮彈簧
壓縮彈簧壓簧,是一種由線成型螺鏇幾何形狀的五金配件,所以對他的加硬強化作業要比平面的五金配件(如衝壓件)要困 難一些,另外還要嚴格控制壓簧橫切面的加硬效果,從而充分了解壓簧使用後抗疲勞斷裂的抗力大小。
壓力彈簧加硬一般採用:噴丸加硬、熱處理加硬兩種方式。
噴丸加硬壓簧處理:要處理一批壓力彈簧,可以通過將壓簧一個個單獨輸送帶輸送到拋丸室,拋丸市內裝有一組平行棍道,強化的同時輥到滾動,帶動壓簧邊鏇轉前行,這樣的鏇轉通過方式能讓高速丸流通過壓簧各個線圈中間,打到里圈的金屬表面上,那正好是壓簧應力最集中的部位,噴丸是懸架彈簧最好的強化手段,高應力彈簧經過適當的噴丸之後疲勞壽命能提高4倍以上。
熱處理加硬:
一、 工作條件以及材料與熱處理要求
1.條件: 形狀簡單,斷面較小,受力不大的彈簧
要求: 65 785-815℃油淬,300℃400℃、500℃。600℃回火,相應的硬度HB512、HB430、HB369,75,780-800℃油或水淬,400-420℃回火,HRC42-48.
2.條件: 中等負荷的大型彈簧
要求: 60Si2MnA65Mn 870℃油淬,460℃回火,HRC40-45(農機座位彈簧65Mn 淬火 回火HB280-370)
3.條件: 重負荷、高彈簧、高疲勞極限的大形板簧和螺鏇彈簧
要求: 50CrVA、60SiMnA 860℃油淬,475℃回火,HRC40-45
4.條件: 在多次交變負荷下工作的直徑8-10mm的卷簧
要求: 50CrMnA840-870℃油淬,450-480℃回火,HB387-418
5.條件: 機車、車輛、煤水車或板彈簧
要求: 55SiMn、60Si2Mn HRC39-45(hb363-432)(解放牌汽車板簧:55Si2Mn HB363-441)
6.條件: 車輛及緩衝器螺鏇彈簧、汽車張緊彈簧
要求: 55Si2Mn、60Si2Mn、60Si2CrA 淬火,回火,HRC40-47 或HB370-441
7.條件: 柴油泵柱塞彈簧、噴油嘴彈簧、農用柴油機氣閥彈簧及中型、重型汽車的氣門彈簧和板彈簧
要求: 50CrVA 淬火,回火,HRC40-47
8.條件: 在高溫蒸汽下工作的卷簧和扁簧,自來水管道彈簧和耐海水浸蝕的彈簧,Φ10-25mm
要求: 3Cr13HRC39-46 4Cr13 HRC48-50 HRC48-49 HRC47-49 HRC37-40 HRC31-35 HRC33-47
9.條件: 在酸鹼介質下工作的彈簧
要求: 2Cr18Ni91100-1150℃水淬,繞卷後消除應力,400℃回火60min,HB160-200
10.條件: 彈性擋圈δ4,Φ85
要求: 60Si2 400℃預熱,860℃油淬,430℃回火空冷,HRC40-45.
二、備註
1.彈簧熱處理一般要求淬透,晶粒細,殘餘奧氏體少.脫碳層深度每邊應符合:<Φ6mm的鋼絲或鋼板,應Φ6mm的鋼絲鋼板,應<1.0%直徑或厚度.
2.大型彈簧在熱狀態加工成型隨即淬火-回火,中型彈簧在冷態加工成型(原材料要求球化組織或大部分球化),再淬火-回火.小型彈簧用冷軋鋼帶、冷拉鋼絲等冷態加工成型後,低溫回火
3.處理後可經噴丸處理:
40-50N/cm 的壓縮空氣或離心機70m/s的線速度,將Φ0.3-0.5mm(對於小零件、汽門彈簧、齒輪等)、Φ0.6-0.8mm(對板簧、曲軸、半軸等)鑄鐵丸或淬硬鋼丸噴射到彈簧表面,強化表層,疲勞循環次數可提高8-13倍,壽命可提高2-2.5倍以上。
規格代號
壓簧是一款比較通用的五金配件,
A名稱—B尺寸精度及鏇向—C標準編號—D材料編號—E表面處理
A名稱:壓簧
B尺寸精度及鏇向:d×D2×H0—精度 鏇向
C標準編號:GB2089-80
註:彈簧鏇向為左鏇要註明,右鏇不用註明
當要求檢查彈簧內徑時,在D2的數值後加“D1”符號。
標記示例:材料直徑1.2mm,彈簧中徑8mm,自由高度40mm,負荷、外徑、自由高度及軸心線與兩端圈垂直度精度為2級,材料為碳素彈簧鋼絲Ⅱa組,表面鍍鋅處理的左鏇彈簧;
壓簧 1.2×8×40-2 左 GB2089-80·Ⅱa-D·Zn。
材料直徑3mm,彈簧中徑20mm,自由高度80mm,負荷、內徑、自由高度及軸心線與兩端圈垂直度精度為3級,材料為碳素彈簧鋼絲Ⅱ組,表面氧化處理的右鏇彈簧;
壓簧 3×20D1×80 GB2089-80。
設計參數
壓縮彈簧必要資料:
(1)壓簧 控制直徑(Controlling diameter)(a)外徑、(b)內徑、安裝保證尺寸(c)所套管之內徑、 (d)所穿圓桿之外徑。
(2) 鋼絲或鋼桿之尺寸(Wire or bar size)。
(3) 材料(種類及等級)。
(4) 圈數:(a)總圈數及(b)右鏇或左鏇。
(5) 兩末端之形式(Style of ends)。
(6) 在某一撓區長度下之負荷。
(7) 一寸至幾寸長度變化範圍內之負荷比率。
(8) 最大體高“自由長”(Maximum solid height)。
(9) 運用時之最小壓縮高。
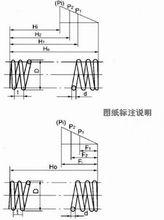
圖紙請註明:材料直徑(d),外徑(D)自由高度(Ho)總圈(n 1 ),工作圈數(n)、節距(t),螺鏇方向:有左右鏇之分,常用右鏇,圖紙沒註明的一般用右鏇。有負荷要求註上負荷(p 1 p 2…… p i )和對應值( H1H2……Hj)或(F1F2……Fj)。
 壓簧
壓簧特點
壓簧是承受軸向壓力的螺鏇彈簧,因能承受壓力,兩端可為開式或閉式或繞平或磨平,它所用的材料截面多為圓形,也 有用矩形和多股鋼縈卷制的,彈簧有等節距和變節距的,壓縮彈簧的形狀有:圓柱形、圓錐形、中凸形和中凹形以及少量的非圓形乃至各種尾端之變體,均可產品需要依設計成型等,壓簧的圈與圈之間有一定的間隙,當受到外載荷時彈簧收縮變形,儲存變形能。
套用
壓簧(Compression Spring)為所有彈簧種類中最被廣泛運用的一種,產品運用範圍廣及電子、電機、計算機、信息、汽機車、腳踏車、五金工具、禮品、玩具、乃至國防工業,因其設計與原理易於掌握,製造控制也最為簡單。
