
產品特點
品質特性
 合什手工面
合什手工面合什手工面選用北方特製精粉,取合什地下泉水,加入雞蛋、植物油、食用鹽等輔料,由手工精心配製而成,從麵粉到成品歷經36個小時,大大小小24道工藝,其間除包裝封口外毫無任何機械程式,其麵條細如髮絲,營養豐富,健脾和胃,圓潤滑爽,風味獨特,食之柔滑,美味可口,回鍋如新,是麵食中的精品。
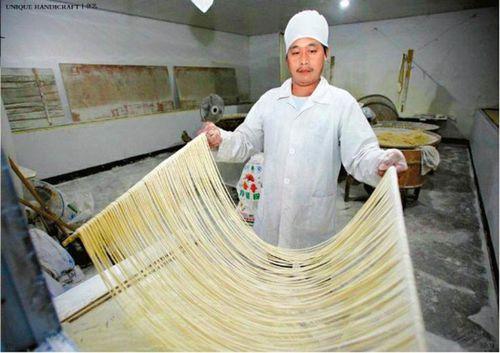
工藝特色
合什手工面不斷條、口感爽滑、綿軟細膩、無牙磣、回鍋如新,食後易於消化、不上火等特點都離不開“手工”二字。製作合什面需要面匠頭天就得把麵粉發酵,第二天一大早起來作業,反覆揉一大盆麵粉,直到揉得筋絲相當強的時候,再把麵粉揉成一根大面柱。大面柱又揉成小面柱,如此周而復始製成絲,隨後把拉成絲的面自然風乾,製作時還需要避免太陽曬,因此最佳的製作時間是從晚秋開始到春節前期。
第一道工序和面,一個盆至少要兩個人操作,不停地翻揉,起碼一個半小時以上;再把和好的麵團蓋上發酵幾個小時。中間幾道工序分別為切條、揉大條、彈中條、彈小條。這些都非常耗時耗力,例如彈小條,一盆小條差不多1000多米長,其間沒有一處接頭。小條彈好後仍要在盆里放6個小時。第六道工序就是挽竹,把盆里的小條搓成麻花裝Z字型纏繞在兩根竹棍上。第七、八、九道工序再沉槽、撲粉以及再次沉槽。等到第二天早上霧散盡做第十道工序,這也是最為壯觀的拉麵。把一根手指粗五十厘米長的麵條拉到九米長如絲般細;第十一道至十三道工序是晾曬、收面,選好尺寸切斷,包裝成品。
產地環境
四川省宜賓市敘州區位於四川盆地南緣,長江上游,金沙江、岷江下游,川滇兩省結合部;地形南北長、東西窄,地勢西南高、東北低,西部為大小涼山余脈,南部為雲貴高原北坡,東北屬盆中方山丘陵區,海拔270—1418米;全縣氣候溫和,土地肥沃,縣境內屬亞熱帶季風型濕潤氣候,年平均氣溫為18.4℃,年降雨量1011.5毫米左右,年日照時數為1069.9小時,無霜期年平均350天左右。幅員面積2940平方千米,有耕地187.4萬畝,其中基本農田153.5萬畝,林地164.6萬畝,其中竹林34萬畝,是全國商品糧基地縣。適宜的地理氣候條件和區位優勢,為合什手工面傳承發展提供了有利的條件。
歷史淵源
合什手工面製作歷史可以追溯到1000多年前,當時製作方法簡單,僅是用手工揉面,擀麵杖擀出簡單形狀,再用刀切,自做自用,不作商品流通。隨著時間的推移和經驗的積累,人們發現將揉好的面拉成絲晾曬乾後能放置較長時間,可隨時食用,因此生產數量才逐漸提高。這一階段的手工面被稱為“單柱面”。
到了清末,人們對合什面的製作工藝進行了許多改進,將麵條拉成細絲,用竹枝晾掛起來自然風乾,再進行簡易包裝進入市場流通,在川南一代名聲漸旺。這一階段的手工面被稱為“雙柱面”,手工面比以前更細,口感更好,深受歡迎。
20世紀60年代,合什手工面得到了全面發展,以人民公社麵廠為代表的手工面生產作坊在合什境內生根開花,幾乎每村都有一個生產作坊,量和質都得到飛躍發展,鼎盛時期還在內江、自貢等地開設了生產點。由於當時製作手工面是取合什特有的地下泉水,即龍王廟井的水製作,其獨特的水質和精湛的製作工藝都是其他地方無法比擬,最後只有合什手工面被保留了下來並得到了繼續發展。
合什手工面真正美名遠播還是在20世紀90年代初,生產廠家在保留了傳統生產工藝的基礎上,進行了精細包裝,申請註冊商標,並推出了多個品牌。
 撲粉
撲粉2002年西部“農博會”和2003、2004年舉辦的“西洽會”、“廈博會”上,受到了廣大消費者的青睞。
生產情況
2015年,合什手工面年產量200噸左右,手工面製作師傅32人,除6人為青壯年外,其餘26人均為60歲以上年老者。
產品榮譽
1986年,“合什手工面”在加拿大溫格華世博會獲銀獎。
2003年,合什手工面在獲省級無公害食品認證,並通過了國家農業部檢測中心檢測,認定為國家級無公害農產品。
2009年,“合什手工面”獲得了“中華特色名小吃產品”稱號 。同年,合什手工面製作工藝申報為縣級非物質文化保護遺產。
2013年,“合什手工面”成功申報“宜賓縣非物質文化遺產”。
2014年,合什手工面製作工藝通過了“宜賓市非物質文化遺產”的評審 。同年,合什手工面獲“宜賓市名優特新農產品”稱號。
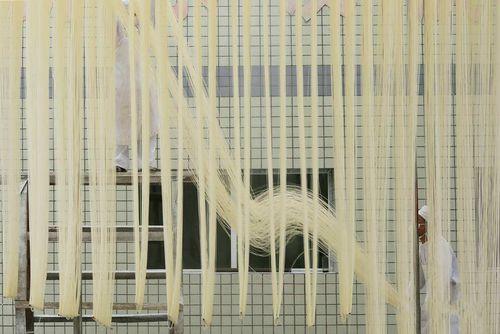
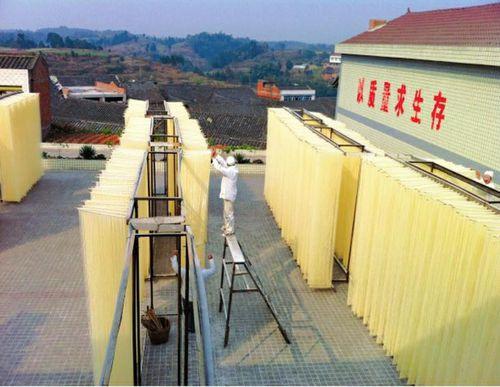 晾曬
晾曬地理標誌
地域保護範圍
合什手工面產地範圍為四川省宜賓市敘州區合什鎮、古羅鎮、柳嘉鎮、觀音鎮4個鄉鎮現轄行政區域。
質量技術要求
一、原材料質量技術要求
小麥粉:應符合《高筋小麥粉》國家標準規定。小麥粉的運輸、貯藏等應符合相應標準規定。
食用鹽:使用未加碘食用鹽,質量應符合《食用鹽》國家標準要求。
加工用水:越溪河地下水,水質符合《生活飲用水衛生標準》國家標準要求。
二、生產環境質量技術要求
加工廠環境、布局、人員、設施設備與衛生管理等應符合《食品企業通用衛生規範》國家標準要求。加工時溫度低於25℃,空氣濕度60—80%。
 合什手工面
合什手工面三、加工過程質量技術要求
工藝流程:和面→熟化⑴→開條→熟化⑵→彈中條→盤中條→熟化⑶→拉小條→盤小條→熟化⑷→挽桿→熟化⑸→拱粉→拉伸→分面→抖粉→熟化⑹→拉吊→烘乾→緩蘇→切斷→包裝→裝箱入庫。
和面:鹽與小麥粉的比例在5%—7.5%之間;和面用水量占小麥粉量的28%—35%。
熟化(1):和面後做成的麵團,放在濕度為70%—90%的室溫環境裡進行第一次熟化,時間為1小時—3小時。
開條:第一次熟化後的麵團及時揉壓均勻後切割成直徑為20厘米—50厘米的自然成型小麵團。將小麵團揉搓成直徑為10厘米—12厘米的麵條。
熟化(2):開條後的麵條在濕度為70%—90%的室溫條件下進行第二次熟化,時間為1小時—2小時。
彈中條:熟化(2)後的麵條撒上乾麵粉,彈成直徑為3厘米—5厘米粗細的麵條。
熟化(3):彈中條後的麵條在濕度為70%—90%的室溫條件下進行第三次熟化,時間為1小時—2小時。
拉小條:熟化(3)後的麵條應人工拉細為直徑1厘米—2厘米的小條。
熟化(4):拉小條後的麵條在濕度為70%—90%的室溫條件下進行第四次熟化,時間為4小時—6小時。
挽桿:熟化(4)後的麵條應纏挽在長度為70厘米左右的面桿上,連續間隔挽成“8”字型和“Z”字型的麵條。
熟化(5):挽桿後的麵條應在溫度為30℃±3℃、濕度為70%—90%時的發酵箱中進行第五次熟化,時間為3小時—5小時。
熟化(6):熟化(5)後的麵條經拱粉、拉伸、分面、抖粉後放入溫度為30℃±3℃、濕度為70%—90%時的發酵箱中進行第六次熟化,時間為3小時—5小時。
拉吊:熟化(6)後的麵條應及時移到晾面架上進行人工拉伸,滿足麵條的粗細度和相關物理特性等品質要求。
晾曬或烘乾:自然晾曬法或烘房烘乾法,麵條的水分含量≤13%。
緩蘇:麵條烘乾後進入室溫條件下,濕度為70%—90%的緩蘇區,使水分緩慢散發、溫度緩慢下降。
切斷:緩蘇後的麵條,按要求規格切斷;應長短一致、切口平滑。
四、感官、理化指標質量技術要求
1.感觀要求
潔白、細如髮絲,粗細均勻,體內有微孔。煮熟後柔軟、久煮不糊,口感爽滑。
2.理化要求
| 項目 | 指標 |
| 水分/(%)≤ | 13.0 |
| 酸度≤ | 4.0 |
| 自然斷條率/(%)≤ | 3.0 |
| 鹽分(以NaCl計)/(%)≤ | 8.0 |
| 淨含量偏差/(%) | 按JJF1070執行 |
五、安全及其他質量技術要求
產品安全及其他質量技術要求必須符合國家相關規定。
專用標誌使用
合什手工面產地範圍內的生產者,可向四川省宜賓市敘州區質量技術監督局提出使用“地理標誌產品專用標誌”的申請,經四川省質量技術監督局審核,報質檢總局核准後予以公告。合什手工面的檢測機構由四川省質量技術監督局在符合資質要求的檢測機構中選定。
