
具體內容解釋
 台式鑽床
台式鑽床鑽孔一般在13毫米以下,最小可加工0.1毫米的孔,其主軸變速是通過改變三角帶在塔型帶輪上的位置來實現,主軸進給是手動的。
安全操作規程
一、工作前必須穿好工作服,紮好袖口,不準圍圍巾,嚴禁戴手套,女生髮辮應挽在帽子內。
二、要檢查設備上的防護、保險、信號裝置。機械傳動部分、電氣部分要有可靠的防護裝置。工、卡具是否完好,否則不準開動。
三、鑽床的平台要緊住,工件要夾緊。鑽小件時,套用專用工具夾持,防止被加工件帶起鏇轉,不準用手拿著或按著鑽孔。
四、手動進刀一般按逐漸增壓和減壓的原則進行,以免用力過猛造成事故。
五、調整鑽床速度、行程、裝夾工具和工件時,以及擦試鑽床時要停車進行。
六、鑽床開動後,不準觸運動著的工件、刀具和傳動部分。禁止隔著工具機轉動部分傳遞或拿取工具等物品。
七、鑽頭上繞長屑時,要停車清除,禁止用口吹、手拉,應使用刷子或鐵鉤清除。
八、凡兩人或兩人以上在同一台工具機工作時,必須有一人負責安全,統一指揮,防止發生事故。
九、發現異常情況應立即停車,請有關人員進行檢查。
十、鑽床運轉時,不準離開工作崗位,因故要離開時必須停車並切斷電源。
十一、工作完後,關閉工具機總閘,擦淨工具機,清掃工作地點。
十二、 使用前要檢查鑽床各部件是否正常
十三、 鑽頭與工件必須裝夾緊固,不能用手握住工件,以免鑽頭鏇轉引起傷人事故以及設備損壞事故。
十四、 集中精力操作,搖臂和拖板必須鎖緊後方可工作,裝卸鑽頭時不可用手錘和其他工具物件敲打,也不可藉助主軸上下往返撞擊鑽頭,套用專用鑰匙和扳手來裝卸,鑽夾頭不得夾錐形柄鑽頭。
十五、 鑽薄板需加墊木板,鑽頭快要鑽透工件時,要輕施壓力,以免折斷鑽頭損壞設備或發生意外事故。
十六、 鑽頭在運轉時,禁止用棉紗和毛巾擦拭鑽床及清楚鐵屑。工作後鑽床必須擦拭乾淨,切斷電源,零件堆放及工作場地保持整齊、整潔,認真做好交接班工作。
如何操作台鑽1、使用前要檢查鑽床各部件是否正常。
2、鑽頭與工件必須裝夾緊固,不能用手握住工件,以免鑽頭鏇轉引起傷人事故以及設備損壞事故。
3、集中精力操作,搖臂和拖板必須鎖緊後方可工作,裝卸鑽頭時不可用手錘和其他工具物件敲打,也不可藉助主軸上下往返撞擊鑽頭,套用專用鑰匙和扳手來裝卸,鑽夾頭不得夾錐形柄鑽頭。
4、鑽薄板需加墊木板,應刃磨薄板鑽頭,並採用較小進給量,鑽頭快要鑽透工件時,應適當減小進給量要輕施壓力,以免折斷鑽頭損壞設備或發生意外事故。
5、鑽頭在運轉時,禁止用棉紗和毛巾擦拭鑽床及清楚鐵屑。工作後鑽床必須擦拭乾淨,切斷電源,零件堆放及工作場地保持整齊、整潔。
6、切削纏繞在工件或鑽頭上時,應提升鑽頭。使之斷削,並停鑽後用專門工具清除切削。
7、必須在鑽床工作範圍內鑽孔,不應使用超過額定直徑的鑽頭。
8、更換皮帶位置變速時,必須在切斷電源。
9、工作中出現任何異常情況,應停車再處理。
10、操作員操作前必須熟悉機器的性能,用途及操作注意事項,生手嚴禁單獨上機操作。
11、工作人員必須穿適當的衣服,嚴禁戴手套。
功能特點
台式鑽床主要作中小型零件鑽孔、擴孔、絞孔、攻螺紋、刮平面等技工車間和工具機修配車間使用,與國內外同類型工具機比較,具有馬力小、剛度高、精度高,剛性好,操作方便,易於維護的特點。把精密彈性夾頭的振動精度調節到0.01mm以下,就可以對玻璃等材料1mm以下的精密鑽孔加工。
技術參數
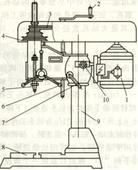 結構圖
結構圖最大鑽孔直徑: 12 mm ; 16 mm
主軸最大行程: 100mm ; 125mm
主軸中心線至立柱母線距離: 200 mm ; 240 mm
主軸端面至底座工作面最大距離: 355mm ;400mm
主軸端面至底座工作面最小距離: 55 mm ;
主軸短圓錐: B16 ;主軸錐度: Morse No.2
機頭最大行程: 200 mm ; 350 mm
主軸變速級數: 5 ; 5
主軸轉數: 560-3500r/min ; 410-1970r/min
電動機功率: 0.37 kw ; 0.55 kw
電動機轉速: 1400r/min; 900r/min
工具機最大外形尺寸(長×寬×高): 680×350×860 mm ;780×435×1020 mm
毛重: 86 kg ; 150 kg
結構特點
 鑽床
鑽床台式鑽床是一種小型鑽床。是一台套用廣泛的台鑽。電動通過五級變速帶輪,使主軸可變五種轉速,頭架可在圓立柱上面上下移動,並可繞圓立柱中心轉到任意位置進加工,調整到適當位置後用手柄鎖緊。如頭架要放低進,先把保險環調節到適當位置。用緊定鏍釘把它鎖緊,然後放鬆手柄,靠頭架自重落到保險環境,再把手柄板緊。工作檯可在圓立柱上下上下移動。並可繞立柱轉動到任意位置。工作檯座的鎖緊手柄。當鬆開鎖緊螺釘時,工和台在垂直平面還可左右傾斜45度,工作較小時,可放在工作檯上鑽孔,當工作較大時,可把工作檯轉開,直接放在鑽床底面上鑽孔。
這種台鑽靈活性較大,轉速高,生產效率高,使用方便,因而是零件加工,裝配和修理工作中常用的設備之一。但是由於構造簡單,變速部分直接用帶輪變速,最轉速較高,一般在400r/min 以上,所以有些特殊材料或工藝需用低速加工的不適用。
