
儀器介紹
分度器大致可分為兩種:凸輪分度器也稱分割器、凸輪分割器、間歇分割器。
 凸緣型分割器
凸緣型分割器是實現間歇運動的機構,由於凸輪分割器為純機械傳動,並工作在全密封的油箱中,所以它具有高精度、高壽命、體積小、噪音低、高速性能好、壽命長等顯著特點。
在20世紀80年代初,分度凸輪機構才開始引入到中國的機械設備中。
按其功能可分為:萬能分度盤、半萬能分度盤、等分分度盤。
按其結構形式:立臥分度盤、可傾分度盤、懸樑分度盤。
分度盤作為通用型工具機附屬檔案其結構主要由夾持部分、分度定位部分、傳動部分組成。分度盤主要用於銑床,也常用於鑽床和平面磨床,還可放置在平台上供鉗工劃線用。
自動分度器
鑿岩機零件棘輪需要銑27 個齒, 過去採用分度頭手工分度, 工效差, 勞動強度大, 質量不高。一九七三年我們製成自動分度器代替手工分度。在銑床刀架上裝有橫樑, 橫樑上裝有四個單向擋塊, 分度頭裝在銑床工作檯上。分度頭由座、圓錐滾子軸承、主軸、鎖緊電磁鐵開關、分度撥義、分度棘輪、鎖緊電磁鐵、螺母等組成。
被加工單件的心軸漲胎裝在主軸錐度孔內, 單件由漲胎漲緊, 每次加工3 個單件。銑削鑿岩機棘輪齒, 由於採用了分度精度較高的分度棘輪, 因而分度均勻。工作中分度棘輪由電磁鐵鎖緊, 消除了振動. 加工光潔度較高。採用工具機附屬檔案磁塊使工作檯往復連續運動。又由附裝在刀架上的橫樑裝有四個擋塊, 使之往復都可以自動分度銑削。較之原用手工分度銑削提高工效4倍 。
長齒條分度器
一、分度原理
當銑削齒條的一個齒槽後,銑床縱向工作檯應動一個齒距,再進行第二齒的銑削,以此類推直至齒完畢。因齒距=πm,而銑末絲桿為公制梯形螺紋其螺距為6 mm,故而分度器必須實現π的數字轉換本分度器是由一對齒輪完成的。
 分度器
分度器式中m——工件的模數
b一分度器齒輪對的齒數
t一銑床縱向絲桿螺距
n一分度器手柄轉數
設:m=n=1,t=6 並代人上式得:
π=(a/b) x 6 ∴ a/b=π/6
π是無限不循環小數,取近似分數值22/7,則:
 分度器
分度器本分度器取小齒輪a為33齒,大齒輪b為63齒。所以,當分度器手柄轉動一轉,鐵床縱向工作檯便移動距離為π (mm)。
若在分度器的分度板上鑽4個等分圓周的擂銷孔,那么即可很絕所加工的齒條模數轉動相應分度手柄轉數,就可進行準確的分度銑齒。如:齒條m=1,分度器手柄轉1轉;齒條m=1.5,分度器手柄轉1.5轉。齒條m=2,分度器手柄轉2轉;齒條m=2.75,則分度器手柄轉2(3/4)轉··…。因此,使用本分度器十分方便可靠。
二、誤差分析
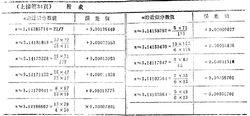 附表1
附表1鐵削齒條分齒精度的主要誤差,數值的選取(見附表1)。
本分度器選取二二22介,比較如下(取小數8位):
∵22/7=3.14295714 π二3.14159265
∴ 3.14285714-3.14159265≈0.00126(mm)
故,本份度器每分一齒誤差為0.00126mm,每分100齒的積累識盜為0.126mm,在一般齒條加工中,已足以下井足其分齒情度的要求。如要提高精度只需變換a、b兩齒輪的齒數便可方便的實現。
三、注意事項
1.安裝分度器,只需取下銑床縱向工i卜台絲汗罩屍大齒輪b套在縱向絲桿上,並用螺栓固定。
2.工件的安裝應平行於縱向工作檯。
3.萬能立銑頭沿縱向Z作台方向長轉900,使之念形齒條銑刃的鏇轉平面與縱向工作檯垂直。
4.如需決速進退工作檯,則必需先取下分度器手柄。
