 凝固裂紋形成的力學條件
凝固裂紋形成的力學條件發生原因和防止對策
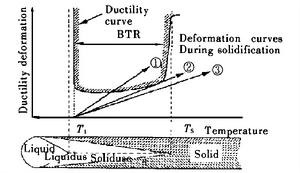
 在這裡,對熱裂紋中最有代表性的凝固裂紋的發生原因和防止對策進行說明。一般地,凝固裂紋是在冷卻過程中的凝固溫度附近,結晶粒界處殘餘的液相或脆弱的不純物的液體薄膜不能支撐由於凝固進行而發生的收縮應力而發生開裂。
在這裡,對熱裂紋中最有代表性的凝固裂紋的發生原因和防止對策進行說明。一般地,凝固裂紋是在冷卻過程中的凝固溫度附近,結晶粒界處殘餘的液相或脆弱的不純物的液體薄膜不能支撐由於凝固進行而發生的收縮應力而發生開裂。因此,凝固裂紋發生的原因是:
Ⅰ.凝固形態
Ⅱ.母材及焊接材料的化學成分
Ⅲ.焊接施工條件等的冶金因素和機械的因素
實際上這些因素互相影響而發生裂紋。種種發生要因和相應的防止對策總結如下:
A材料的化學成分
(a)C,P,S的影響---焊縫金屬中C,P,S的含有量高
防止對策:儘可能選用低C,P,S的焊絲和母材。用高Mn系焊絲,增加Mn/S的比。標準:C≦0.13%→Mn/S>20~30,焊縫金屬中的P+S≦0.04。用添加Ti,Zr,Nb的焊絲。
(b)Ni的影響---焊縫金屬中Ni的含有量高
防止對策:儘可能選用成為低P,S焊縫的焊絲.標準:P+S≦0.02%,用高Mn系焊絲,增加Mn/S的比。標準:Mn/S≥50。
(c)Si,Nb的影響---焊縫金屬中Si,Nb的含有量高
防止對策:避免多餘的Si,Nb的添加如母材中Si,Nb的成分高時,用低Si的焊絲。
B焊接施工條件
(a)焊接電流・電弧電壓・焊接速度
a----電流過大,會使熔深過深
防止對策:以能得到安全的斷面形狀為限,降低電流值。調整導電嘴和母材的距離,降低電流值。焊接量有保證的場合,使用細徑焊絲以能獲得熔深淺寬的焊縫,設定施工條件。
b-----電壓過低,焊縫幅窄,最終凝固區域成為焊縫的內部
防止對策:為獲得適當的凝固形態,設定提高電壓值的值。
c-----速度過快,柱狀晶的突出變成凝固
防止對策:為使柱狀晶的形成呈向上的狀態,減慢速度。
(b)焊槍角度---焊槍太過於傾斜
防止對策:焊槍角度以垂直±20°為標準,特別是後退角會使焊縫幅變窄,熔深變深,儘可能避免使用。
(c)弧坑---弧坑處理不徹底
防止對策:弧坑處電流為焊接電流×0.6~0.7,採用事後處理。
 C其他
C其他(a)預焊---預焊部的處理不徹底
防止對策:預焊儘可能不要熔斷。(未熔合的根源,在預焊焊縫處裂紋發生焊縫裂紋的起點),預焊焊縫不要過小。儘可能用低電流形成長的焊縫。
(b)拘束度---拘束度過高,拘束應力過高
防止對策:避免過高的拘束度,零件形狀複雜時,要考慮焊接順序,考慮不要有局部的拘束。焊接時過度抑制應變將成為開裂的根源。有可能時進行預熱(250℃~300℃),(250℃~300℃時降伏應力急劇下降)。
(c)其他---電弧不穩定的要因管理不適當
防止對策:除去焊接面(包括反面)的油、銹、塗料等,確保氣體的保護性,整備焊絲的輸送機構。
