
定義
冷軋窄帶 是以熱軋窄帶鋼為坯料,用冷軋方法生產厚度不大於4mm、寬度不大於600mm窄帶鋼。
套用領域:
冷軋帶鋼廣泛套用於機械製造、五金製品、家電、輕工、包裝等行業,並可作為鍍層原板。由於前幾年國內冷薄板卷資源緊張,而冷軋帶鋼以其價格遠低於冷軋薄板的優勢受到國內許多低端製造業的中小企業的歡迎。
工藝流程根據生產的鋼種、規格和用戶對產品性能的要求進行選擇。圖1為冷軋窄帶鋼的一般生產工藝流程圖。
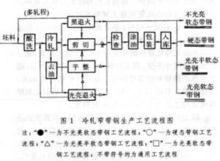 圖1
圖11、冷軋窄帶鋼面臨的機遇與挑戰
近幾年,隨著我國加入WTO組織,工業化進程速度的大大加快。因我國勞動力相對廉價及富餘情況下,勞動力密集型行業如五金、汽車零部件、家電等以帶鋼為原料的企業,紛紛投資到我國辦廠。這樣帶動了其原材料(特別是優質窄鋼帶)生產企業的大發展。幾年來全國各地的中小型冷軋優質窄帶鋼生產廠產能不斷擴大或新增,其生產能力大的年產5~6萬噸、小的也超過萬噸,仍未有過剩的跡象。這就是冷軋窄帶鋼大發展的機遇。
但同時也應看到冷軋窄帶鋼將面臨的挑戰,據有關資料統計,我國窄帶鋼在鋼帶中所占比例明顯高於已開發國家。隨著我國寬頻鋼生產線的不斷擴建和新建,產能的不斷釋放,帶鋼行業的供求狀況將得到明顯改變,並隨之將給寬頻市場帶來激烈的競爭。當寬頻鋼市場出現飽和時,寬頻鋼生產企業為了尋求更大的發展間,必將利用期技術優勢轉而生產優質及合金鋼帶,再經剪下進入窄帶剛市場。經寬頻裁剪鋼產品與窄帶鋼比,儘管寬頻鋼生產成本高於直接用窄熱帶生產的冷軋鋼帶,但是因寬頻鋼大部分採用如二十輥森吉米爾軋機等先進設備生產其質量具有一定優勢,特別是斷面公差的優勢更明顯。因此,它將衝擊以優質鋼帶為主的窄帶鋼市場,窄帶鋼生產廠的傳統的優勢將失去,其競爭力也大大降低,窄帶鋼將面臨新的威脅和挑戰。所以,從長遠來看,窄帶鋼生產將走一條揚長避短、填平補齊、共同發展進步的道路,即“廣合作、多品種、多鋼種、深加工”的方向發展,如何使窄帶鋼企業,在市場競爭中立於不敗之地,給冷軋窄帶鋼企業的生產設備改進和發展帶來了新的要求。
2、冷軋窄帶鋼的生產工藝設備的發展
冷軋帶鋼生產傳統工藝都是由酸洗、軋制、退火、裁剪、淬火、成品包裝幾個工序組成。在目前的冷軋窄帶鋼行業中各工序的裝備水平參差不齊,有優有劣,但總的說來與寬頻鋼生產裝備水平相差較大。但是冷軋窄帶鋼的生產特點又決定其裝備水平不需要與寬頻鋼生產裝備一樣高。如何保證冷軋窄帶鋼的生產裝備水平與當今的環保、質量相對配套有其一定的特點。
2.1酸洗生產工藝設備 過去,冷軋優質窄帶鋼的生產中,廣泛使用框式硫酸酸洗法。經過這幾年的發展,連續酸洗線已經在各冷軋窄帶鋼生產廠廣泛使用,但裝備水平普遍落後,現行的生產線需解決以下問題。
(1)、酸霧及廢酸的處理。酸霧不僅增加了酸耗,腐蝕廠房和設備,同時腐蝕未及時運走的鋼帶表面,而且給環保帶來很大壓力。
(2)酸洗的加熱裝置。多數廠家考慮其投資成本以蒸汽為熱源直接或間接加熱酸液,缺少酸液溫度控制系統,影響酸洗質量的穩定和生產能力的發揮及浪費能源,建議採用酸洗溫度控制設備。
(3)酸洗速度。在酸洗線中採用可調速,隨著酸洗的延長,酸度下降,亞鐵離子的升高,酸洗的時間必須延長,為避免鋼帶表面出現過酸或欠酸、浪費酸液,建議在生產線中採用變頻技術,使連續酸洗速變成可調速。
對於今後的發展,應在熱軋熱帶生產線之後,採取多方資本合作新建一條工藝先進的與寬頻水平相等的塔式連續酸洗線,並對廢酸液採用鹽酸再生技術進行還原,以取代目前裝備水平普遍落後,點多面廣、污染範圍大、又相對集中的連續酸洗線。冷軋帶鋼廠直接使用經酸洗後表面光潔的防鏽的帶鋼,從而徹底解決冷軋帶鋼廠對環保的苦惱,也降低生產成本,使其生產環境真正達到清潔生產。
2.2軋制生產工藝設備 目前,我國優質窄帶鋼行業中以電動壓下、人工控制的四輥可逆軋機為主,部分企業仍有四輥不可逆軋機,這些軋機的軋制速度普遍偏低、檢測手段、控制系統落後,無法滿足目前市場對優質、合金鋼帶高越來越高的精度要求。因此,近年來部分窄帶鋼冷軋企業紛紛採用液壓四輥可逆軋機、MSC六棍軋機等軋機,雖然取得了一定的效果但仍然存在軋制速度低(均小於3米/秒)、檢測手段(射線測厚)、控制系統相對落後,仍無法達到滿意效果。因此,有的優質窄帶鋼行業,正在尋求更好的軋機和控制手段如:十二輥、十八輥、二十輥等多輥軋機來為本企業服務。多輥軋機由於其工作輥直徑小,在相同壓下量的情況下大大降低了軋制力從而達到減少斷面公差,有效發揮鋼帶的極限加工率,減少退火次數降低能耗、提高鋼帶的精度等優點,但同時存在生產運行費用高的弱點。不少窄帶鋼冷軋企業企業,也採用了一些新工藝新技術如異步軋制、彎輥軋制等,並在檢測控制手段上大做文章,採用輥縫儀和位移感測器等檢測手段與AGC相結合來提高鋼帶的精度。 經過生產實踐,多輥軋機雖然優勢明顯,但其投資大,在窄帶鋼行業中生產效率無法充分發揮,其運轉成本非常高,大大降低了企業的競爭力。相對來講液壓帶彎輥的AGC四輥可逆軋機或MSC-6的六輥液壓軋機,由直接輥縫儀檢測來參與AGC控制,足以保證窄帶鋼的生產精度。同時,為了保證鋼帶的表面質量和軋制速度及降低輥耗,在設計時必須配有工藝乳化液的淨化和冷卻裝置,最好採用統一的大型工藝乳化液池進行集中淨化和冷卻,保證乳化液的合理溫度和清潔度。為了保證該軋機的軋制時輥型的最佳效果,應採用軋輥磨床來對軋機輥系進行加工,有利於軋制板形控制和降低輥子消耗,特別是對MSC六輥軋機軋輥的消耗降低明顯。只有這樣才能保證企業生產出成本相對低、質量滿足市場要求的產品,大大提高企業的市場競爭力。
2.3熱處理生產工藝設備 傳統的帶鋼砂封罩式退火爐、廂式退火爐已經淘汰,取而代之的是先進的強對流罩式爐在窄帶鋼生產中的廣泛套用。強對流罩式爐具有爐溫均勻、退火周期短、退火帶鋼性能均勻、節約能源等特點,其智慧型數位化儀表或計算機控溫,控溫準確,可控制升溫和降溫速度,設定保溫時間,能較好地滿足帶鋼退火工藝要求。強對流罩式爐雖然已經被各生產廠家認可和推廣使用,但在使用強對流罩式爐時關鍵設備熱流風機,故障率較高,底座變形大。尤其風機高速運轉時,正常無故障運行周期難以超過2個月,嚴重限制了強對流罩式爐生產效率最大發揮。造成該問題的主要原因熱流風機的風葉輪、電機加工精度以及風機使用的軸承精度不高。因此,儘管強對流罩式爐在當今仍是最先進的熱處理退火設備,但在使用和維護過程中特別要注意熱流風機的風葉輪的動態平衡和風機所選用的軸承,否則難以充分發揮其效率。
強對流罩式退火爐多使用氨分解氣體作保護氣氛來實現帶鋼光亮退火,氫具有良好的還原性和導熱性,全氫保護氣氛還具有更節能、退火周期更短、鋼帶表面更光亮等優點,所以,在條件允許情況下,在強對流罩式退火爐中採用全氫保護。
帶鋼淬火是為了提高冷軋鋼帶的機械性能,其生產線多用採用連續電加熱廂式淬火、回火爐,其關鍵技術在於淬火壓板的設計和冷卻液的選用及其冷卻速度的控制。目前,我國正常生產的淬火鋼帶生產線裝備水平仍不高,多數生產線仍未實現恆速淬火,也未對冷卻液的流量、溫度進行有效控制,同時更缺乏鋼帶強度線上檢測設備,少數生產線仍採用機械換檔調速。因此,帶鋼淬火常常出現強度波動大,槽形值超標。為保證淬火鋼帶強度穩定、板形的平直,在對帶鋼淬火生產線增加線上速度檢測、控制,以及冷卻液的溫度和流量控制,也可改變淬火液如採用鉛浴等新工藝,進一步提高高強度鋼帶質量。
2.4裁剪生產工藝設備 冷軋窄帶鋼生產企業大都有裝備水平不同的裁剪生產設備,主要用於滿足用戶對更窄鋼帶和切邊鋼帶的需要。但大都數生產企業的裁剪寬度、厚度具有一定的局限性,無法完全滿足用戶的需求。因此,在裁剪工序中成立專業剪下隊伍,裝備有型號不同的縱剪機和平整、橫剪定尺機,達到填補板材的不足,裁剪寬度更窄、厚度更厚的鋼帶,滿足各個不同要求用戶需求。
2.5成品包裝 作為冷軋帶鋼與其它鋼材的標誌性區別是成品的防護、包裝和光亮的外表,其要求就是防鏽和外觀整齊。在當今的冷軋窄帶鋼生產企業大都採用整卷浸油(防鏽油)自然晾乾方式上油,再人工包用包裝紙和編織帶對鋼帶進行打包的落後方式方法。這樣既耗油、外觀也難以整齊美觀,用戶在使用產品時,產品上有一層厚厚的油非常反感。與當前提倡的發展節約型社會不相稱。因此,成品防護包裝應採用寬頻中重新松卷均勻塗油、重新卷取、機械包裝的先進方法。這樣既減輕了勞動強度、減少油耗,又可以達到防鏽效果,且外觀整齊,還可以滿足用戶對不同單重要求。
冷軋窄帶鋼用途
產品名稱碳素結構鋼冷軋薄鋼板(卷)及鋼帶 牌號Q195Q235-ASPCCST12 標準GB11253-89JISG3141DIN1623 用途用於汽車製造、機械製造、輕工、民用和建築業 產品名稱優質碳素結構冷軋薄鋼板(卷)和鋼帶 牌號08Al、Z、S、PSPCDST14 標準GB710-88JSG3141DIN1623 用途用於汽車製造、拖拉機、輕工普通衝壓成型件 產品名稱深衝壓用冷軋薄鋼板和鋼帶 牌號08AlZF、HF、FSPCEST14 標準GB5213-85JISG3141DIN1623 用途用於汽車製造和拖拉機製造、成型複雜衝壓件 產品名稱腳踏車用冷軋薄鋼板和鋼帶 牌號ZQ195ZQ215Z06Al 標準GB3644-89 用途用於腳踏車專用鋼板和鋼帶 產品名稱連續熱鍍鋅薄鋼板(卷) 牌號深沖級SC超深沖級CS普通級機械咬合級jy 標準GB2518-88 用途用於拉伸和形狀複雜的成型件用於深沖拉伸和形狀更複雜的成型件用於簡單的成型加工和手加工成型件厚度≤1.5mm用於機械咬合,厚度≤0.9mm用於翻卷咬合和普通成型 產品名稱連續電鍍錫薄鋼板(卷) 牌號MR、D 標準GB2520-2000 用途用於食品制罐、化工及醫療包裝、紡織和電子工業件等 產品名稱彩色塗層鋼板(卷) 牌號DL、DP、XT 標準GB/T12754-91 用途套用於建築、交通、家具、家電、電子行業的箱體結構和內外裝飾 產品名稱200升鋼桶用冷軋薄鋼板和鋼帶 牌號LTXY1XT2 標準YB/T055-94 用途專用於製造200升鋼桶 產品名稱汽車車箱用冷軋薄鋼板和鋼帶 牌號QG40 標準Q/WG(LA)14-88 用途適用於製造汽車車箱 產品名稱耐大氣腐蝕用冷軋薄鋼板(卷) 牌號05CuPCrNi06CuPRE 標準WGJS21-2001 用途用於汽車鐵路車輛和船用貨櫃等汽車、鐵路製造和船用貨櫃用鋼 產品名稱船用貨櫃用結構鋼冷軋薄板和鋼帶 牌號J335 標準Q/WG(LZ)17-92 用途船用貨櫃和其他行業結構用鋼 產品名稱雙層卷焊管用冷軋薄鋼板 牌號WBD 標準W/WG(LZ)18-95 用途冰櫃、汽車製造等行業雙層 產品名稱半工藝型冷軋無取向電工鋼帶 牌號BDG 標準Q/WG(LZ)19-96 用途用於製造壓縮機電機鐵芯 產品名稱聚氯乙烯帖模鋼板及鋼帶 牌號QG40 標準Q/WG(TC)01-94 用途聚氯乙烯帖模用基板 產品名稱彩色塗層用鋼帶 牌號QG40 標準Q/WG(LZ)11-93 用途彩色塗層用基板 產品名稱陰罩框架鋼帶 牌號WYK-2WYK-1 標準Q/WG(LZ)11-98 用途彩色電視機框架基板
