基本信息
1、表觀
冷料頭指的是有一塊冷料卡在或粘在料頭附近的表面上。冷料頭(Cold slug)會導致製品表面出現痕跡,嚴重的還會降低製品的力學性能。
2、物理原因
當熔料可以在機器噴嘴或熱流道噴嘴附近冷卻時往往會產生冷料頭。由於先注射進的熔料總是聚集在澆口附近,在此區域就會產生缺陷。它的成因是因為機器噴嘴或熱流道噴嘴周圍的溫度控制不合理。
3、與加工參數有關的原因與改良措施
(1)噴嘴溫度太低:測量噴嘴溫度;增加噴嘴溫度;減少噴嘴接觸區。
(2)熱流道溫度太低:增加熱流道溫度。
4、與設計有關的原因與改良措施
(1)噴嘴橫截面太小:增加噴嘴橫截面。
(2)澆口幾何尺寸不合理:改變澆口幾何尺寸將冷料頭留在通道。
(3)熱流道幾何尺寸不合理:改變熱流道噴嘴幾何尺寸。
冷料穴
冷料穴的作用是儲存兩次注射間隔中產生的冷料頭,以防止冷料頭進入型腔造成塑件熔接不牢,影響塑件質量,甚至發生冷料頭堵塞住澆口,而造成成型不滿。冷料穴一般開在主澆道末端,當分澆道較長時,在它的末端也應開設冷料穴。
減少塑件的縮形
點澆 口的流態最容易受冷料頭的影響,因為當塑件只用一點澆 口 時 , 就無法設定冷料在一般情況下,冷料頭不一定全部阻塞點澆口,但是卻容易滯留於近澆口的部位。這樣塑膠僅能從冷料頭旁的間隙中流過,流動受到障礙。為預防這一現象的產生,可將點澆口的形狀改為如下圖所示。
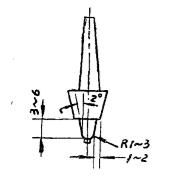 點澆口的形狀
點澆口的形狀由於進料口近端的澆口尺寸比較小,冷料頭就不可能到達近澆口處而被擱置在台階上 。 因為這個部位比較寬 暢,料仍可很方便地從冷料頭周圍通 過。 塑膠因受冷凝影響而產生滯留時,就應當注意對模具的溫度的控制 。 在一般控溫的模具內,塑膠在型腔壁薄處往往容易先行冷凝。如果此處是料流的通道 , 則注射機壓力的傳遞將受 到影響。所以對高要求的塑件 , 在型 腔不同部位要分別進行冷卻或加熱。如對型腔總體來說是冷卻的,但是在此較狹窄部位卻應適當地加溫,或者瞬時加溫後再行冷卻,總之要消除局部先行冷凝的狀況。
