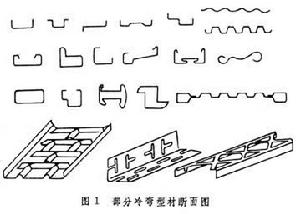
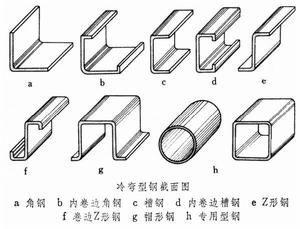
冷彎型材品種繁多,從橫斷面形狀分,有開口的、半閉口的和閉口的;從加工和組合分,有焊接的、沖孔的、壓花和鑲物的;從材質分,有碳鋼的、合金鋼的、不鏽鋼的和鋁的、銅的等;還有縱向周期斷面的冷彎型材。主要產品有槽形材、角形材、帽形材、Z形材、V形材、方管、矩形管、板樁、波紋板和瓦壟板等(圖1)。規格範圍按板帶坯料尺寸計算,厚度為0.1~25.4mm,寬度為20~2500mm。通常生產厚度在6mm以下,寬度在500mm以下。
 冷彎型材
冷彎型材冷彎型材生產方法有輥彎、壓彎、拔彎和折彎四種,以輥式連續彎曲法套用最為普遍。板帶經過 2~30架輥式冷彎機沿縱向逐步彎曲變形,形成各種形狀的型材(圖2)。板帶在彎曲變形過程中只有斷面幾何形狀的變化,斷面面積在理論上不變。成型示意見圖3。
 冷彎型材
冷彎型材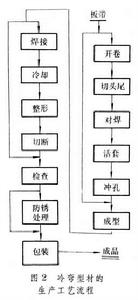 冷彎型材
冷彎型材