
品牌標誌
 品牌標誌
品牌標誌公司介紹
日本株式會社彌滿和製作所(YAMAWA MFG.CO.LTD)是一家專門從事生產絲錐、板牙、中心鑽及特殊用途切削刀具的企業,其生產已有八十多年的歷史。在這八十多年裡,YAMAWA公司經過幾代人的不斷地追求和探索,生產出了質量優良、種類繁多、規格齊全的YAMAWA絲錐、板牙、中心鑽系列產品,得到日本、亞洲乃至世界機械工業領域人士的竭誠推崇和廣泛使用,為日本、亞洲以及世界機械工業的發展和進步作出了重大貢獻。
YAMAWA人崇尚產品的高質量,其產品無論在生產技術或質量控制上都超出了世界標準。YAMAWA產品以一貫優良的質量,於1955年全級通過日本工業標準(JIS標準),並多次榮獲日本工業技術部門的獎賞和表彰。YAMAWA公司於1996年獲得ISO9001質量認證、2002年獲得ISO14001環保認證,是日本第一個通過該認證的從事絲錐、板牙生產的廠家。YAMAWA的出口產品用"YMW U.S.A"的形式進入美國,以嶄新的姿態走向了世界,倍受全世界機械工業領域人士,也包括航天、航空、汽車、輕、重工業和世界各業的製造商的歡迎和信賴。
銳諾貿易是專門從事金屬切削刀具、螺紋量具銷售的企業,自2003年起,與YAMAWA公司真誠合作,是YAMAWA公司授權在中國香港和大陸銷售YAMAWA產品的總代理商。
銳諾是YAMAWA公司設在中國大陸宣傳、推廣、銷售YAMAWA產品的視窗和授權在中國大陸銷售YAMAWA產品的總經銷商。其將為日本YAMAWA產品在中國大陸的宣傳、推廣和銷售,讓眾多的中國大陸各業製造商能更好地了解和認同YAMAWA產品,更多地購買和使用YAMAWA產品而努力工作。
產品
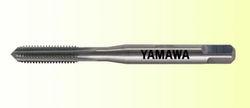 直槽絲攻
直槽絲攻直槽絲攻 HT , HT-1:HT高速鋼直槽絲攻被廣泛使用做一般的螺紋攻牙加工。HT一組包括三支不同切削部長度的絲攻:第一攻、第二攻與第三攻。HT通常是單支使用,但有時亦成套使用。電鍍用加大精度P3及P4絲攻,適合電鍍螺絲用。
HT-1鋒鋼直槽絲攻是以滾壓方式製造的機用絲攻,製造範圍M1.4~M16,HT-1的牙部比一般手用絲攻短,並經設計增加強度與耐久力以減少集中力。因此HT-1能提高攻牙加工經濟效率外,並能切削出6H精度之螺紋。
—HT螺絲攻精度等級:YAMAWA P 級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:第一攻[9牙]/第二攻[5牙]/第三攻[1.5牙]
—表面處理:金屬鑄造
—適用被削材:抗拉強度850N/mm2以下之碳鋼,合金鋼,銅,鋁,鋅等輕合金。
 先端絲攻
先端絲攻先端絲攻 N-PO , HC-PO:主要是用於各種通孔材料之螺紋被削作業。先端絲攻具有於一般之手用絲攻相同的直線溝槽,但在其切削部前端有經特殊設計的螺旋溝槽,藉以旋轉推送切屑從孔的下方排出。由於先端絲攻具有此旋轉排出切屑之功能,除可保持溝槽的清潔以減少切削時之抗力外,並能避免因切屑堵塞而造成絲攻的損害。因此先端絲攻可採用比一般之手用絲攻更快的速度來切削高精度之螺紋。
HC-PO具有35°之切削槽,適用於各種材料的通孔螺紋加工如中碳鋼。
N-PO具有40°之切削槽,適用於具黏性材料如銅,鋁,中碳鋼。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:5牙
—表面處理:N-PO[OX]-酸化處理,N-PO[V]-鍍鈦處理
—適用被削材:抗拉強度750N/mm2以下之中低碳鋼,合金鋼,銅,鋁,鎂合金等…
 螺旋絲攻
螺旋絲攻螺旋絲攻 N-SP , HC-SP:螺旋絲攻與一般手用絲攻不同的是,普通的手用絲攻之溝槽成直線型,而螺旋絲攻是成螺旋型。螺旋絲攻在攻牙時,以其螺旋槽的上升旋轉作用,能輕易地把鐵屑排出孔外,以免鐵屑殘留或堵塞於溝槽內,而造成絲攻折斷刃部崩裂,因此能增長絲攻的壽命與切削出最高精度之螺紋。螺旋絲攻適用於切削高韌性之材料,而不適合鑄鐵等切屑成細碎之材料。
HC-SP具有35°之螺旋槽,最適合具黏性材料與塑膠材質如中碳鋼,高碳鋼等材料之不通孔螺紋攻牙。
N-SP具有40°之螺旋槽,最適合加工中碳鋼。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:2.5牙
—表面處理:HC-SP[OX]-酸化處理,N-SP[V]-鍍鈦處理
—適用被削材:[N-SP]抗拉強度750N/mm2以下之中碳鋼,銅,鋁,鎂合金等…
[HC-SP-OX]抗拉強度600~900N/mm2之中高碳鋼,合金鋼,青銅等…
 擠壓絲攻
擠壓絲攻擠壓絲攻 N-RS , N-RZ , R-V:擠壓絲攻是套用塑性成形方式,在下孔內壓磨使被削材隆起而形成螺紋。因不會產生切屑,不存在排屑槽,因此也叫無溝(屑)絲攻。此絲攻不會因切屑堵塞等問題而損壞螺紋或絲攻。擠壓絲攻最適合於具有可塑性之材料如鋁,紅銅,鋅,黃銅與低碳鋼。本公司之擠壓絲攻有兩種類型,N-RS(灰白色),N-RZ(黑色)。N-RS,N-RZ是根據ISO標準,其牙部較短,適用於淺孔的攻牙。擠壓絲攻的切削部分有四牙與二牙兩種。使用擠壓絲攻時,需配合其精度要求而選擇下孔的尺寸,才能塑壓出高精度,高品質的螺紋。YAMAWA備有多種不同精度等級的擠壓絲攻以供客戶使用。擠壓絲攻分有油溝,無油溝兩種。無油溝標註“L型”
—螺絲攻精度等級:YAMAWA G級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:2牙/4牙
—表面處理:N-RZ-酸化處理(黑色),R-V-鍍鈦(TIN)處理(金黃色)
—適用被削材:N-RS適用於鋁,紅銅,鋅,黃銅,低碳鋼等…
N-RZ適用於低碳鋼,中碳鋼等。
無給油擠壓絲攻 OL-RZ , HP-RZ:
OL-RZ無給油無鐵屑擠壓絲攻(如用油壽命更長)攻牙時無須使用切削油,可避免攻件鋼材受切削油而變質的可能性。亦能除去攻件洗淨的過程。OL-RZ是用微粒鋼材製成,再加上表面TICN處理,提高更耐熱,耐磨及耐用特性。
HP-RZ無給油高性能無鐵屑擠壓絲攻採用微粒壓縮鋼材及TICN處理,專為高硬度鋼材製成的無鐵屑擠壓絲攻。一般無鐵屑擠壓絲攻都只適用於軟性鋼材,因為螺紋是用塑性成形法而成,對高硬度鋼材並不適合。
—螺絲攻精度等級:YAMAWA G級
—螺絲攻材質:HSS-P
—切刃吃入部牙數:OL-RZ-4牙,HP-RZ-2牙/4牙
—表面處理:TiCN鍍膜
—適用被削材:[OL-RZ]抗拉強度500N/mm2以下冷扎鋼板,碳鋼,銅,鋁合金等…
[HP-RZ]抗拉強度900N/mm2以下之碳鋼,合金鋼,不鏽鋼,調質鋼等…
 管用絲攻
管用絲攻管用絲攻 PF-PS , PT , S-PT , NPS , NPSF , NPT , NPTF:英制管用平行絲攻(G=PF)主要是用於機械結合(平行螺紋與平行螺紋的結合)用的螺紋攻牙,而極密性結合(推拔螺紋與推拔螺紋結合,或是推拔公螺紋與平行母螺紋之結合)用管用絲攻有兩種,一種是管用推拔絲攻(Rc=PT),另一種是管用平行絲攻(Rp=PS)。管用推拔絲攻依牙部長度與基準徑之位置可分為長牙部型(標準型Rc=PT)與短牙部型(S-Rc=S-PT)。
美制管用螺紋的種類很多,一般被用來切削NPSC與NPSM螺紋的是管用平行絲攻(NPS),用來切削NPT螺紋的是管用推拔絲攻(NPT)。另外,乾式封閉型(DRY SEAL)管用絲攻用絲攻有管用平行絲攻(NPSF)與管用推拔絲攻(NPTF)兩種。
不鏽鋼專用絲攻 SU-HT , SU-SP , SU-PO , SU2-SP:
不鏽鋼手用絲攻SU-HT具有高度的耐磨性,經設計有特殊的切削角度與溝形,並經以酸化處理,因此適用於具有黏性的難削材料如不鏽鋼等的攻牙加工之用。
不鏽鋼螺旋絲攻SU-SP具有與SU-HT相同的特性與功能,並經設計具螺旋溝槽供不通孔攻牙加工之用。
不鏽鋼先端絲攻SU-PO具有與SU-HT相同的特性與功能,並經設計具螺旋溝槽供通孔攻牙加工之用。
不鏽鋼螺旋絲攻SU2-SP特性如下:
1、 針對SUS316、SUS317等較難切削之不鏽鋼材特性,絲攻採用具耐熱性、耐磨耗性之高級高速鋼材。
2、 為降低切削阻力與切削熱,螺紋部有離隙角之設計,且為防止溶著發生絲攻表面施以酸化處理。
3、 一般攻牙後會有收縮之傾向,本絲攻之精度均有適度加大之設計。
4、 本絲攻採用BLF(螺紋部完全牙3山之後螺紋磨除至有效徑位置)形狀,以降低因切屑排出不良而造成之崩牙情形發生。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:SU-SP 2.5牙,SU-PO 5牙,SU2-SP 2.5牙
—表面處理:酸化處理
—適用被削材: [SU-SP]抗拉強度750N/mm2以下之不鏽鋼,鋼,金鋼,鑄鐵等…
[SU-PO]硬度HRC30度以下之不鏽鋼,碳鋼,合金鋼,調質鋼等…
[SU2-SP]SUS316、317不鏽鋼,鎳合金等材料。
鋁合金專用絲攻 LA-SP , LA-O:
是專門供具有黏性性質的材料如鋁等輕合金之壓鑄品的攻牙加工之用。由於此類材料經攻牙加工後,螺紋會有收縮變小的傾向,因此鋁合金用絲攻經設計具加大尺寸,並經施以窒化處理以配合次類材料之性質。
—螺絲攻精度:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:LA-O 1.5牙/5牙LA-SP 1.5牙/2.5牙
—表面處理:窒化處理
—適用被削材:鋁,鋅,鎂等壓鑄合金等…
鑄鐵專用絲攻 FC-O:
鑄鐵用直槽絲攻FC-O具設計有特殊的切削角度,適用於鑄鐵等表面堅硬,經切削後,鐵屑成細碎狀的材料。由於切削鑄鐵時,會使絲攻的牙部造成重大磨損,因此FC-O之材料是採用耐磨性的鋼材,並設計成加大尺寸,另在表面施以窒化處理以增大其耐磨性。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:1.5牙/5牙
—表面處理:窒化處理
—使用被削材:鑄鐵,球狀石墨鑄鐵,強韌鑄鐵等…
難削材專用絲攻 EH-HT , EH-PO:
難削材用絲攻最適合於高碳鋼、合金鋼等之調質鋼或鍛造鋼,模型鋼等硬度高達HRC30~45之高硬度鋼之攻牙加工作業。難削材用絲攻之材料是採用最具耐磨性之含鈷鋼材,又設計有適度的加大尺寸,以增長絲攻壽命。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E[Co]
—切刃吃入部牙數:EH-HT 2.5牙/5牙EH-PO 4牙
—表面處理:無
—適用被削材:抗拉強度800~1200N/mm2,硬度HRC45度以下之合金鋼,模具鋼,調質鋼等材料…
超硬絲攻 UH-CT:
1、 針對熱處理後50~60HRC(Max:63HRC)之[模具鋼],[工具鋼]攻牙加工。
2、 材料使用耐磨性,耐衝擊性優良之超硬合金。
3、 為增加耐磨性絲攻表面施以氮化鋁鈦(TiALN)處理。
4、 特殊設計之溝槽角度能有安定之切削力與良好切屑形狀。
—螺絲攻等級:YAMAWA P級
—內螺紋等級:6H 舊JIS2級
—切刃部牙數:5牙
—螺絲攻種類:直槽機用絲攻
—表面處理:TiALN
深孔絲攻 S-SP , S-PO:
S-SP深孔用螺旋絲攻經特別設計來用於攻牙長度比絲攻之直徑大2倍或2倍以上之不通孔螺紋攻牙。S-SP之牙部長度經設計比一般螺旋絲攻短,而螺旋角度卻比一般螺旋絲攻大。並在表面施以酸化處理,以減少切削時所產生的摩擦抗力,而可增長絲攻壽命。
S-PO深孔用螺旋絲攻經特別設計來用於攻牙長度比絲攻之直徑大2倍或2倍以上之通孔螺紋攻牙。S-PO之牙部長度經設計比一般螺旋絲攻短,並在表面施以酸化處理,以減少切削時所產生的摩擦抗力,而可增長絲攻壽命。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:S-SP 2.5牙/S-PO 5牙
—表面處理:酸化處理
—適用被削材:抗拉強度750N/mm2以下之碳鋼,合金鋼,鑄鐵,調質鋼等材料…
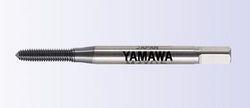
 加長絲攻
加長絲攻加長絲攻 LS-HT , LS-HC-SP , LS-HC-PO:由於被切削物品之形狀與攻牙位置等不同的關係,使用NC、MC等攻牙專用攻牙時,一般絲攻有時長度不夠,因此需要使用加長絲攻。加長絲攻的種類一般有:加長直槽[LS-HT],加長螺旋[LS-HC-SP],加長先端[LS-HC-PO]等三種。
—螺絲攻精度等級:YAMAWA P級
—螺絲攻材質:HSS-E
—切刃吃入部牙數:LS-HT-[1.5牙/5牙],LS-HC-SP-[2.5牙],LS-HC-PO-[5牙]
—長度:70mm/100mm/120mm/150mm/200mm
—適用被削材:抗拉強度750N/mm2以下之碳鋼,合金鋼,銅,鋁,鋅等輕合金。
 板牙
板牙普通圓板牙 AR-D 調教式,管用圓板牙:AR-D可調式圓板牙普遍地被使用於切削高精度的螺紋,由於AR-D是可調式,因此可配合使用者之螺紋切削條件而加以調整使用。AR-D的尺寸包括公制牙、英制牙與美制牙。
—螺絲攻精度等級:YAMAWA Ⅱ級
—螺絲攻材質:SKS
—切刃吃入部牙數:2~2.5牙
—適用被削材:抗拉強度750N/mm2以下之碳鋼,合金鋼,銅材…
管用圓板牙之PF,PS是可調式,而PT則有固定式與可調式兩種可供選擇。
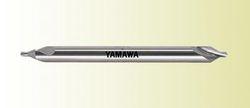 中心鑽
中心鑽中心鑽 CD-S , CE-S , CD-Q , CE-Q:CD-S中心鑽的切削槽具有適度之螺旋溝形,能夠調和鑽頭部與孔面整修部所切削下來之切屑流向,使其順暢地排出,故可避免因切屑堵塞而造成工具的損傷。此外,鑽頭部的長度經設計配合切削加工需要,適當地加以縮短,而且鑽頭部和孔面整修部的結合是採用R型接合,因此在切消加工時可提高加工效率,並減少折斷等之損害。
CE-S高螺旋中心鑽具有比一般中心鑽CD-S更高角度的螺旋溝槽與更長的溝槽,特別是適合於具黏性材料之加工。
—中心鑽材質:HSS
—中心孔角度:60°
—鑽頭溝形狀:CD-S低螺旋溝CE-S高螺旋溝
—適用被削材:[CD-S]抗拉強度750~1100N/mm2之合金鋼,工具鋼,調質鋼材等…
[CE-S]抗拉強度750N/mm2以下之碳鋼,合金鋼,非鐵合金材等…
CD-Q/CE-Q是使用於90度中心孔加工用。也可以使用來決定鑽孔前的位置,以及鑽孔後的孔面整修。
—中心鑽材質:HSS
—中心孔角度:90°
—·鑽頭溝形狀:CD-Q低螺旋溝CE-Q高螺旋溝
—適用被削材:[CD-Q]抗拉強度750~1100N/mm2之合金鋼,工具鋼,調質鋼材等…
[CE-S]抗拉強度750N/mm2以下之碳鋼,合金鋼,非鐵合金材等…
倒角刀 ( 水口刀 ) CS-Q , CS-QM , CS-G:
孔面整修刀(倒角刀)是適用於圓孔的孔面整修,以及機器螺釘的螺孔整修。其刀刃有單型(CS-Q)與多刃型(CS-QM)。此外,孔面整修角度有90度(CS-Q,CS-QM)與60度(CS-QM)兩種。
CS-G灌入口切削刀是塑膠射出成形模之灌入口切削用之刀具。其斜度有20度與30度兩種,以及單刃與雙刃兩種。
經銷商
東莞銳諾實業有限公司
