
基本介紹
 C圖
C圖c控制圖主要用於判斷生產中的設備或產品缺陷數是否處於所要求的水平,它是通過對樣本缺陷數的變化來進行控制的。它和pn控制圖相類似,要求樣本量是固定的。但這裡講的樣本量與過去講的抽樣樣本容量n的概念有所不同。泊松分布是二項分布時的極限形式,這裡n是樣本容量。就如同某台設備可能發生故障的地方很多,又如在輸油管路中,鋼管可能發生漏油的地方很多,也就是可能發生故障的點很多。
而要求固定的樣本量是指機器或長度的度量相同,即同一種機器或同一長度的鋼管。例如,每次都統計同一長度的鋼管的缺陷數,或每次統計一平方米布匹出現的疵點數等。在實際套用中,樣本量的大小可以根據實際情況而定,但一經確定就要固定下來 。
控制界限的計算
 C圖
C圖根據控制圖的基本原理,應以為控制界限。根據泊松分布的數字特徵值
 C圖
C圖平均值;
 C圖
C圖標準偏差
 C圖
C圖 C圖
C圖在c控制圖中,將缺陷數記為c。同p控制圖類似,用抽樣檢驗出的平均缺陷數作為參數的估計值。所以c控制圖的控制界限為:
 C圖
C圖作圖步驟
(1)收集數據
C圖關於樣本大小的確定,首先需要統計生產過程中的平均缺陷數,然後根據每組樣本平均至少包含1~5個左右的缺陷數來確定樣本的大小。在控制對象固定的條件下,抽樣20~25組並統計出各組的缺陷數。這裡c=0的組不能太多,因為≥3泊松分布才與常態分配相近似,c=0的組太多,就意味著每組的c值太小,從而使平均缺陷數否很小,這是不合適的 。
現以某汽車廠對噴漆質量進行管理的數據為例加以說明。該廠某噴漆生產班組記錄了本組完成的26件同一產品的缺陷數(見表1)。
| 產品號 | 缺陷數c | 產品號 | 缺陷數c | 產品號 | 缺陷數c |
| 1 | 4 | 10 | 6 | 19 | 3 |
| 2 | 6 | 11 | 2 | 20 | 7 |
| 3 | 5 | 12 | 4 | 21 | 5 |
| 4 | 8 | 13 | 0 | 22 | 4 |
| 5 | 2 | 14 | 5 | 23 | 5 |
| 6 | 4 | 15 | 6 | 24 | 4 |
| 7 | 4 | 16 | 3 | 25 | 3 |
| 8 | 5 | 17 | 4 | 26 | 2 |
| 9 | 3 | 18 | 5 |
(2)計算控制界限
 C圖 C圖
C圖 C圖滿足≥3的條件,可以用控制圖進行質量控制。
 C圖
C圖 C圖
C圖取。
C圖控制下限也可以不計算,直接取。
(3)繪製控制圖
根據控制界限數值畫控制圖,並按順序以各組的缺陷數c值在圖上打點,如圖1所示。
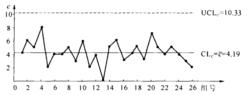 圖1 c控制圖
圖1 c控制圖圖中的全部點子都在控制界限內,可用此控制界限對噴漆質量進行控制 。
