
基本套用
該焊台主要運用的領域為:工業生產進行電子產品裝配,科研部門進行產品開發,維修行業進行電子產品檢修,各企事業單位電工進行錫焊操作,電子技術愛好者進行電子裝配,各類院校電類學生進行技能實訓
產品性質
外觀:四方形帶一個焊接手柄
顯示方式:LED數顯形式
設計方式:烙鐵嘴與發熱芯採用一體化設計
產品特性
採用可程式三個快捷溫度設定,發熱體採用耐高溫材料先進工藝製成,更換方便無須焊接。發熱體使用低壓源供電保證了防靜電,無漏電,無高頻干擾,烙鐵部分以3P航空接頭和耐高溫防靜電的矽橡膠(矽膠)電纜與控溫台連線。焊台採用導電材料製成,做到真正防靜電。發熱體採用耐高溫材料先進工藝製成,更換方便無須焊接。智慧型化的溫度校正,可快速校正烙鐵頭和顯示溫度差值。
使用方法
操作說明
●溫度控制旋鈕轉至200℃位置。
●連線好烙鐵和控制台。
●接上電源。
●打開開關,電源指示燈LED即閃爍。
●溫度控制旋鈕轉至適用溫度位置。
●適當的使用溫度。
太低溫會減緩焊錫的流動,溫度過高會把焊錫中的助焊劑燒焦而轉為白色濃涸,造成虛焊或燒傷電路板。當烙鐵頭溫度依照焊接點需要而正確設定時,有良好的焊接點是可以確信的。電子業普遍使用的無鉛焊錫及(焊錫合金60%錫、40%鉛)。烙鐵頭對焊錫適當的使用溫度依照製造廠的不同而有所不同,茲列舉如下:
| 熔點 | 215℃ |
| 一般使用溫度 | 270~320℃ |
| 流水生產線使用溫度 | 320~380℃ |
溫度和熱量恢復曲線(如下圖)
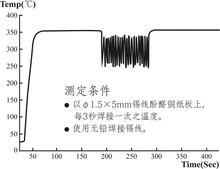 AT204Dr
AT204Dr測試條件
室溫:25℃
電路板:酚醛傅銅板
焊錫點:φ1.5×5mm
周期:每3秒點焊一次
焊料:無鉛焊錫
注意:一般使用不應該超過380℃。如果有需要使用較高的溫度,短時間的使用是被允許的。
溫度鎖定
●溫度設定到適當溫度。
●用螺絲批在溫度旋鈕下順時針擰緊鎖定螺釘直至溫度設定旋鈕不動。
●溫度重新設定時,逆時針旋轉螺絲批鬆動鎖定螺釘。
溫度的調校
●烙鐵需要定期校正溫度,另外由於選用烙鐵頭型號不同,溫度也有所不同,需校正溫度。
●面板上“CAL”孔可由顧客在機箱外用螺絲批自行作細微調校。
維護保養
一般的清理
●烙鐵握把或控溫台外殼可以用布沾少量液態清潔劑清理。
●請勿將控溫台浸入流體中或讓液體流入外殼。
●請勿使用任何溶劑清理外殼。
全新的烙鐵頭
●更換烙鐵頭請使用安泰信AT12系列。
●當任何時候使用全新的烙鐵頭時,請依下列步驟操作,將使烙鐵頭使用壽命大大地加長。
(1)將溫度設定控制旋鈕轉至低溫位置。打開電源“開關”。
(2)加溫到達200℃後,在烙鐵頭沾錫面加含助焊劑的錫絲。
(3)在200℃持續加溫十秒,再將溫度設定控制鈕轉至適當的使用溫度位置。
(4)到達適當的溫度後,即可開始使用。
烙鐵頭的維護
所供應的烙鐵頭全都是合金頭,如果使用得當,將會有較長的使用壽命。
●關機停用前一定在烙鐵頭粘錫面加適當量的錫,只在焊接前擦拭。
●不要讓烙鐵頭長時間停留在過高溫度,易使烙鐵頭表面電鍍層龜裂。
●在焊接時,不要給烙鐵頭中以太大的壓力摩擦 焊點,此過程並不會改變導熱性能,反而會使烙鐵頭受損。
●絕對不要用粗糙的材料或銼刀清理烙鐵頭。
●如果表面已氧化不沾錫,視需要可以用600~800目的金鋼砂布小心摩擦並用異丙醇或相當的溶液清理,加溫到200℃立即粘錫以防止粘錫而氧化。
●不要使用含氯或酸過高的助焊劑。僅使用合成樹脂或已活性化的樹脂的助焊劑。
發熱體的更換及處理
發熱體可以旋鬆緊固套取出更換。控溫台電源一定要關掉,並且讓發熱體冷卻下來後方可取下,將新發熱體插好即可。更換髮熱體並以正常力量鎖上緊固套。
