
概念
 頂尖
頂尖類型
 活動頂尖
活動頂尖在車削加工軸類、套類零件時,需要頻繁使用頂尖和鑽夾頭實現工件的定位安裝及加工。
根據車削加工精度要求不同,使用中有活頂尖、固定頂尖兩種類型選擇;根據定位基準尺寸不同,又有頂尖和錐堵兩種不同結構形式,分別用於頂尖孔和套的內孔定位。在車削鑽孔時,則需將尾座處的頂尖再更換為鑽夾頭。
活動頂尖的特點:
1.外徑小、干涉刀較少,適合於高轉速,中度的切削化;
2.可定期注油延長使用壽命;
3.具有一定的防水功能,整體性易散熱;
4.採用斜度長滾針軸承,三點支撐排列結構剛性加強,穩定性佳。
固定頂尖的特點:
1.前置標準型碳化鎢頂心;
2.碳化鎢頂心材質為SK2,硬度達到75HRC±2;
3.頂心及本體均需要精密研磨以達到要求。
功能及原理
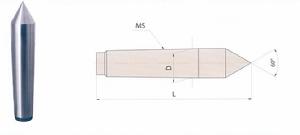 固定頂尖
固定頂尖多功能頂尖採用模組式分體結構,除了同時具備固定頂尖、活頂尖、錐堵三種工裝的功能外,還兼有鑽夾頭的功能,在工具機上可實現工裝夾具的快速更換操作。
多功能頂尖是在工具機附屬檔案—迴轉頂尖的基礎上,將頂尖頭部結構改為卡爪模組結構,利用卡爪的標準化和操作方便性,順利實施頂尖頭或鑽頭的裝夾轉換。
在加工迴轉類零件時,只需根據工件結構,將圖示左邊部分的卡爪處,更換不同規格型號的頂尖頭或錐堵,實現軸或套類零件的不同尺寸孔作基準時的定位需要。高速切削時將圖示的緊定螺釘鬆開,可實現活頂尖功能;若位置精度要求高時,則鏇緊緊定螺釘,整個結構成為一體,實現固定頂尖功能。在進行鑽中心孔或鑽孔加工時,可將圖示的頂尖頭更換為所需要的中心鑽、麻花鑽等,實現鑽夾頭的功能。
多功能頂尖結構集活頂尖功能、固定頂尖功能和鑽夾頭的功能於一體,既有專用工裝夾具的定位精度高和操作方便準確性,又有工具機附屬檔案的標準化統一接口、對定快速準確等特點,還解決了一般鑽夾頭裝夾調整範圍小的問題。該多功能頂尖結構適用於數控加工環境,值得推廣使用。
使用方法
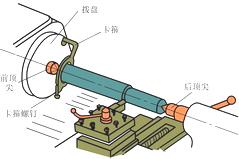 頂尖
頂尖對同軸度要求比較高且需要調頭加工的軸類工件,常用雙頂尖裝夾工件,其前頂尖為普通頂尖,裝在主軸孔內,並隨主軸一起轉動,後頂尖為活頂尖裝在尾架套筒內。工件利用中心孔被頂在前後頂尖之間,並通過撥盤和卡箍隨主軸一起轉動。
一、使用方法
1、根據工件直徑選擇合適的活動頂尖和撥盤。
2、更換活動頂尖時,鬆開緊定螺釘4,裝入適當的活頂尖,使螺釘4的導向部分位於活動頂尖導向槽內,擰緊螺釘,活動頂尖能軸向滑動,但不能轉動。
3、更換端面撥盤,用力將撥盤推進主體B處,使撥盤端面的鍵槽和活塞的扁部結合。卸下撥盤時用撬出。
4、調整螺塞1,可以調整活動頂尖長度。活動頂尖尖部與撥盤齒尖相距3-7mm為宜。
5、工件中心孔一端裝在活動頂尖上,另一端用工具機尾架頂尖支撐,尾架頂尖應頂緊尾架,頂緊力可以按下式計算
P=2.5tsobi
P尾架頂緊力(KG)t切削深度(mm)
s走刀量(mm/轉) i夾持比(d/D)
ob工件材料搞拉強度(kg/mm2)
二、用頂尖安裝工件應注意:
1)卡箍上的支承螺釘不能支承得太緊,以防工件變形。
2)由於靠卡箍傳遞扭矩,所以車削工件的切削用量要小。
3)鑽兩端中心孔時,要先用車刀把端面車平,再用中心鑽鑽中心孔。
安裝撥盤和工件時,首先要擦淨撥盤的內螺紋和主軸端的外螺紋,把撥盤擰在主軸上,再把軸的一端裝在卡箍上。最後在雙頂尖中間安裝工件。
維護
1、應經常加入20#機油,潤滑活動頂尖。
2、液壓油不足時,可鬆開2處密封螺釘,加入適量雙曲線齒輪油,使活塞面與主體端面等高,擰緊密封螺釘。當密封組合墊圈損壞時,應更換。上述密封在出廠時已調好,一般不要拆卸。
