電磁鑄錠(elect|romagneticcasting)
依賴於連續壓向鑄錠液穴的側向電磁壓力作用使熔體連續成型的鑄錠工藝。
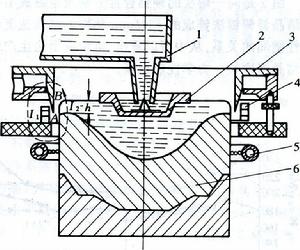 l流盤;2一漏斗;3一電磁禁止;
l流盤;2一漏斗;3一電磁禁止;l流盤;2一漏斗;3一電磁禁止;
4一感應線圈;5一二次冷卻水;6一鑄錠
電磁鑄錠的基本原理如圖所示,電流I流經感應線圈時,在液穴中便產生了感應電流I2,電流I2與I1產生的磁場H之間形成一種從液穴外圍連續壓向液穴的力即電磁推力F,而液態金屬便依賴電磁推力作用而成型。
實現電磁成型時,在磁場中,只有沿液體金屬柱的高度h上的電磁推力F大於或等於液態金屬靜壓力p時,才能保證整個液體金屬柱不流散;同時,只有沿液體金屬柱高度h上的電磁推力F全部等於各對應點的金屬靜壓力戶時,才能保證金屬液柱為垂直狀態,液態金屬柱表面上金屬靜壓力p=γh,式中γ為金屬的密度,欲使金屬液柱呈垂直圓柱,必須使各對應點的電磁推力F=γh。但當感應線圈串聯各匝中流過同樣電流時,不能保持電磁推力沿高度的變化率為γ。因此,在裝置中安裝上一個電磁禁止。
電磁推力表征式:
 fsdad
fsdad電磁成型不同於金屬結晶器鑄錠,電磁成型的特點是:液體金屬與固體工具之間不相互接觸、不相互摩擦,因此,不產生拉痕和拉裂的缺陷;同時也不產生偏析、結疤和冷隔等缺陷,表面質量大大改善,可以不銑面(見錠坯銑面),減少銑面損失3%;結晶組織明顯細化,晶粒度在一級以上;力學性能相應提高;化學成分均勻,偏析少;鑄造速度比用金屬結晶器鑄錠高出10%~20%;另外,電磁成型無潤滑劑的消耗。
圖2是同一熔次的硬鋁合金分別用電磁成型和金屬結晶器鑄錠法鑄成的巾375ram鑄錠的結晶速度和力學性能間的關係。從中可以看出,電磁成型法生產的鑄錠結晶速度快,力學性能也高。
 wstgeaefgs
wstgeaefgs