
代號構成
前置代號—表示軸承的分部件。
基本代號—表示軸承的類型與尺寸等主要特徵。
後置代號—表示軸承的精度與材料的特徵。
工作原理
電機軸承利用光滑的金屬滾珠或滾柱以及潤滑的內圈和外圈金屬面來減小摩擦。這些滾珠或滾柱“承載”著負載,支撐著電機主軸,使電機(轉子)可以平穩鏇轉。
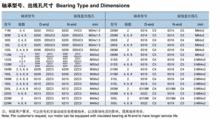
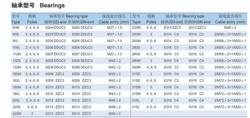
軸承類型
中小型電機多數採用滾動軸承。大中型號電機也採用滾動軸承。小型電機兩端軸承
採用滾珠軸承(深溝球軸承)。中型電機在負載端採用滾柱軸承(一般用於高負載工況),非負載端採用滾珠軸承(但也有相反情況,如1050kW電機)。滾動軸承採用潤滑脂潤滑,但也有用潤滑油潤滑的。
主要型號
QABP變頻電機的軸承
 電機軸承
電機軸承M2QA-H船用電機軸承
 電機軸承
電機軸承Y2系列電機軸承型號
軸伸端:6201-2E-C3、6202-2E-C3、6204-2E-C3、6205-2E-C3、6206-2E-C3、6308-2E-C3、6311-C3、6312-C3、6313-C3、6314-C3、6317-C3、6319-C3、NU319、NU322
風扇端:6201-2E-C3、6202-2E-C3、6204-2E-C3、6205-2E-C3、6206-2E-C3、6308-2E-C3、6309-2E-C3、6311-C3、6312-C3、6313-C3、6314-C3、6317-C3、6319-C3、6322-C3
YSJ系列壓縮機專用電機軸承型號
軸伸端:6204-2E-C3、6205-2E-C3、6206-2E-C3、6308-2E-C3、6309-2E-C3、6311-C3、6312-C3、6313-C3、6314-C3、6317-C3、6319、6319-C3、6322
風扇端:6204-2E-C3、6205-2E-C3、6206-2E-C3、6308-2E-C3、6309-2E-C3、6311-C3、6312-C3、6313-C3、6314-C3、6317-C3、6319-C3、6322-C3
安裝
電機軸承安裝的好壞與否,將直接影響到軸承的精度、壽命和性能。因此,請充分研究軸承的安裝,即請按照包含如下項目在內的操作標準進行軸承安裝。
●、清洗軸承及相關零件,(對已經脂潤滑的軸承及雙側具油封或防塵蓋,密封圈軸承安裝前則無需清洗。)
●、檢查相關零件的尺寸及精加工情況
●、安裝方法
軸承的安裝應根據軸承結構,尺寸大小和軸承部件的配合性質而定,壓力應直接加在緊配合得套圈端面上,不得通過滾動體傳遞壓力,軸承安裝一般採用如下方法:
a. 壓入配合
軸承內圈與軸使緊配合,外圈與軸承座孔是較松配合時,可用壓力機將軸承先壓裝在軸上,然後將軸連同軸承一起裝入軸承座孔內,壓裝時在軸承內圈端面上,墊一軟金屬材料做的裝配套管(銅或軟鋼)。
軸承外圈與軸承座孔緊配合,內圈與軸為較松配合時,可將軸承先壓入軸承座孔內,這時裝配套管的外徑應略小於座孔的直徑。
如果軸承套圈與軸及座孔都是緊配合時,安裝室內圈和外圈要同時壓入軸和座孔,裝配套管的結構應能同時押緊軸承內圈和外圈的端面。
b.加熱配合
通過加熱軸承或軸承座,利用熱膨脹將緊配合轉變為松配合的安裝方法。是一種常用和省力的安裝方法。此法適於過盈量較大的軸承的安裝,熱裝前把軸承或可分離型軸承的套圈放入油箱中均勻加熱80-100℃,然後從油中取出儘快裝到軸上,為防止冷卻後內圈端面和軸肩貼合不緊,軸承冷卻後可以再進行軸向緊固。軸承外圈與輕金屬制的軸承座緊配合時,採用加熱軸承座的熱裝方法,可以避免配合面受到擦傷。
用油箱加熱軸承時,在距箱底一定距離處應有一網柵,或者用鉤子吊著軸承,軸承不能放到箱底上,以防沉雜質進入軸承內或不均勻的加熱,油箱中必須有溫度計,嚴格控制油溫不得超過100℃,以防止發生回火效應,使套圈的硬度降低。
安裝步驟
(1)軸承用煤油洗淨,壓入軸承座,向軸承外圈的滾柱處填充殼牌三號鋰基脂至三分之二滿,用淨手塗抹均勻,裝上軸承壓蓋,用加塗螺栓防松膠的緊固螺栓壓緊軸承壓蓋;
(2)軸承為內外套可分離的圓柱滾子軸承,應將軸承內套裝於轉軸上併到位;
(3)將軸承座裝於機殼上,如有潤滑脂注油孔,必須對準位置。用加塗螺栓防松膠的緊固螺栓壓緊軸承座;
(4)內外偏心塊裝於轉軸上併到位,有軸鍵者應將軸鍵裝入鍵槽內再裝外偏心塊,將軸用擋圈裝於轉軸上;
(5)緊固定偏心塊緊固螺栓,轉動可調偏心塊,使其到達卸下前的角度位置並擰緊其緊固螺栓。以上組裝完成後,轉軸應有一定的軸向串動;
(6)上振動電機兩端的防護罩,用螺釘緊固。
防鏽
(1)儘量使用無溶劑漆。
(2)如有可能,選用不含氧化成分的浸漬漆,如環氧尿烷(Epoxy-urethane)基或未變性環氧(Epoxy-)基浸漬漆。
(3)使用三聚氰醇酸浸漬漆時,應調整固化溫度和固化時間,固化溫度以略高於130℃(如135℃)和固化時間大於180min為宜,且必須嚴格執行工藝,尤其在高溫潮濕季節,因為從防鏽的觀念來看,油漆廠的樣本里規定的漆乾燥(固化)時間,並不一定充分,電機有具體的內在形狀。
(4)採用不含揮發性酸的漆。
(5)選擇耐水解性好的漆。
(6)儘量選用礦物油系軸承潤滑脂。
(7)電機廠在自行注入潤滑脂時,為避免空氣中水蒸氣和塵埃進入軸承產生噪聲和可能造成的又一鏽蝕因素,潤滑脂容器應是密封的,即使在注脂時也應如此,且注脂量按標準應是一定的,如採用6202軸承時,參考值在0.60~0.80g範圍內,注脂工序應保持清潔,乾燥。
(8)選用有微孔的塑膠薄膜包裝,使電機啟用前有一定透氣。用塑膠薄膜密封包裝時,漆氣會留在軸承內,水份會結露,應設法避免。
(9)潤滑脂在電機蓋噴粉或噴漆後固化時的高溫影響下可能會變質。
(10)與軸承生產廠家協商,在軸承生產時,使用更有效的防鏽劑。
(11)為徹底解決漆銹,可以考慮由電機生產廠、軸承生產廠及油漆生產單位共同商討,綜合各方面的能力,以解決軸承的鏽蝕。
更換步驟
振動篩配用的振動電機主要又兩種,立式振動電機主要套用在鏇振篩上,臥式振動電機可以套用在各種振動篩分設備上,而振動電機是振動篩最主要的激振源,其重要地位可想而知。振動電機選用重型軸承,均可承載一定的軸向負荷,不論安裝方向如何,軸承壽命不受軸向負荷力的影響。
1.折卸軸承
(1)拆下振動電機兩端的防護罩(立式振動電機無防護罩),記錄偏心塊工作時的激振力百分值,以便在安裝時恢復原工作狀態;
(2)將兩軸端的軸用擋圈去掉;
(3)旋鬆外偏心塊緊固螺栓,卸下外偏心塊,有軸鍵者卸下軸鍵。旋鬆內偏心塊緊固螺栓,卸下內偏心塊;
(4)卸下軸承座壓緊螺栓,用合適的螺栓擰入軸承座拆卸螺孔,將軸承座從機殼內頂出;
(5)將軸承壓蓋從軸承座上卸下,把軸承從軸承座內壓出或用合適的螺栓頂出;
(6)如軸承為內外套可分離的圓柱滾子軸承,應將軸承內套從軸上取下,並放入原配軸承外套中;
(7)徹底清洗各部件油污。
2.安裝軸承
振動電機更換新軸承時,必須使用與原型號相同的軸承。
(1)軸承用煤油洗淨,壓入軸承座,向軸承外圈的滾柱處填充殼牌三號鋰基脂至三分之二滿,用淨手塗抹均勻,裝上軸承壓蓋,用加塗螺栓防松膠的緊固螺栓壓緊軸承壓蓋;
(2)軸承為內外套可分離的圓柱滾子軸承,應將軸承內套裝於轉軸上併到位;
(3)將軸承座裝於機殼上,如有潤滑脂注油孔,必須對準位置。用加塗螺栓防松膠的緊固螺栓壓緊軸承座;
(4)內外偏心塊裝於轉軸上併到位,有軸鍵者應將軸鍵裝入鍵槽內再裝外偏心塊,將軸用擋圈裝於轉軸上;
(5)緊固定偏心塊緊固螺栓,轉動可調偏心塊,使其到達卸下前的角度位置並擰緊其緊固螺栓。以上組裝完成後,轉軸應有一定的軸向串動;
(6)上振動電機兩端的防護罩,用螺釘緊固。
 電機軸承
電機軸承