
簡介
基本原理
 電刷鍍
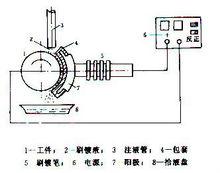
電刷鍍電刷鍍是依靠一個與陽極接觸的墊或刷提供電鍍需要的電解液,電鍍時,墊或刷在被鍍的陰極上移動的一種電鍍方法。電刷鍍使用專門研製的系列電刷鍍溶液、各種形式的鍍筆和陽極,以及專用的直流電源。工作時,工件接電源的負極,鍍筆接電源的正極,靠包裹著的浸滿溶液的陽極在工件表面擦拭,溶液中的金屬離子在零件表面與陽極相接觸的各點上發生放電結晶,並隨時間增長逐漸加厚,由於工件與鍍筆有一定的相對運動速度,因而對鍍層上的各點來說是一個斷續結晶過程。
技術特點
電刷鍍鍍層的形成從本質上講和槽鍍相同,都是溶液中的金屬離子在負極(工件)上放電結晶的過程。但是和槽鍍相比,電刷鍍中鍍筆和工件有相對運動,因而被鍍表面不是整體同時發生金屬離子還原結晶,而是被鍍表面各點在鍍筆與其接觸時發生瞬間放電結晶。因此,電刷鍍技術在工藝方面有其獨特之處,其特點可歸納如下:
1、設備簡單,不需要鍍槽,便於攜帶,適用於野外及現場修復。尤其對於大型、精密設備的現場不解體修復更具有實用價值。
2、工藝簡單,操作靈活,不需要鍍的部位不要用很多的材料保護。
3、操作過程中,陰極與陽極有相對運動,故允許使用較高的電流密度,它比槽鍍使用的電流密度大幾倍到幾十倍。
4、鍍液中金屬離子含量高,所以鍍積速度快(比槽鍍快5倍~10倍)。
5、溶液種類多,套用範圍廣。已有一百多種不同用途的溶液,適用於各個行業不同的需要。
6、溶液性能穩定,使用時不需要化驗和調整;無毒,對環境污染小;不燃、不爆,儲存、運輸方便。
7、配有專用除油和除銹的電解溶液,所以表面預處理效果好,鍍層質量高,結合強度大。
8、有不同型號的鍍筆,並配有形狀不同、大小不一的不溶陽極,對各種不同幾何形狀及結構複雜的零部件都可修復。某些陽極也可使用可溶性陽極。
9、費用低,經濟效益大。
10、鍍後一般不需要機械加工。
11、一套設備可在多種材料上刷鍍,可以鍍幾十種鍍層。獲得複合鍍層非常方便,並可用疊層結構得到大厚度鍍層。
12、鍍層厚度的均勻性可以控制,既可均勻鍍,也可以不均勻鍍。
技術用途
1、修復槽鍍產品的缺陷。
2、修復加工超差件及零件的表面磨損,恢復其尺寸精度和幾何形狀精度。3、修復零件表面的劃傷、溝槽、凹坑、斑蝕。
4、強化新品表面,使其有較高的力學性能和較好的物化性能。
5、製備零件表面的防護層,如要求表面耐腐蝕、耐高溫、耐氧化,對鋁及鋁合金表面進行氧化處理。
6、完成槽鍍難於完成的作業。如:
(1)零件太大或要求特殊而無法槽鍍。
(2)工件難以拆裝或拆裝運輸費用昂貴,對大型設備現場修理。
(3)只需局部鍍的大件或鍍盲孔。
(4)零件浸入鍍槽會引其他部位的損壞或污染鍍液。
電刷鍍設備
現代電刷鍍技術要求有專用的設備和工輔具。它包括電源裝置,一整套齊備的鍍筆工具和可更換的陽極及包裹材料,還有夾持零件轉動的轉胎和其他輔助工具。
電源
電源是實施電刷鍍的主要設備,是用來提供電能的裝置。因此,必須達到下列設計要求:
1、電源必須具備變交流電為直流電的功能,並要求負載電流在較大範圍內變化時,電壓的變化很小。
2、輸出電壓應能無級調節,以滿足各道工序和不同溶液的需要。常用電源電壓可調節範圍為0V~30V,大功率電源最高電壓可達到50V。
3、電源的自調作用強,輸出電流應能隨鍍筆和陽極接觸面積的改變而自動調節。
4、電源應裝有直接或間接地測量鍍層厚度的裝置,以顯示或控制鍍層的厚度。
5、有過載保護裝置。當超載或短路時,能迅速切斷主電路,保護設備和人員安全。
6、電源應體積小、質量輕,工作可靠,操作簡單,維修方便。
國內有許多廠家生產電刷鍍電源,以其控制和輸出形式,大體有恆壓式、恆流式、脈衝式三種類型。其組成部分和工作原理是基本相同的,一般主要由整流裝置、安培小時計、過載保護電路及其他一些輔助電路組成。
鍍筆
鍍筆由陽極與鍍筆桿組成,鍍筆桿包括導電桿、散熱器、絕緣手柄等。
1、陽極的分類及選用
按所使用的材料陽極可分為:石墨陽極、鉑銥合金陽極、不鏽鋼陽極、可溶性陽極和其他材料陽極。為了適應不同形狀和不同尺寸工件的需要,可將陽極製作成圓柱、半圓、月牙、平板、方條、線狀等各種形狀。在實踐操作中,選用什麼形狀及多大尺寸的陽極,要根據待鍍工件表面的形狀和大小平決定。例如:線細狀陽極適用於填補溝槽、凹坑;圓柱狀陽極用於內徑或小平面,半圓形陽極用於內孔或平面;月牙形陽極用於外圓;平板形陽極用於平面或外圓等。
一般小面積刷鍍,設計的陽極工作面積占被鍍面積的1/5~1/3為最佳。但刷鍍大面積時,由於受材料大小和強度的限制,不可能做成很大尺寸的陽極,所以只能根據現有材料的尺寸,做出儘量大的陽極來使用。
2、陽極的包裹及包裹材料
陽極外表面如不用適當的材料包裹是不允許直接用來刷鍍的。陽極包裹的作用是儲存鍍液,防止陽極與工件直接接觸短路,以免燒傷工件。同時對陽極表面腐蝕下來的石墨粒子和其他雜質起到機械過濾作用。
常用的包裹材料主要是醫用脫脂棉,滌綸棉套,或人造毛套等。包裹時,一般先在陽極表面上包一層適當厚度的脫脂棉花,外面再用滌綸棉套或人造毛套裹住。
陽極的包裹主要是將與工件接觸的表面包起來。包裹圓柱、平板形陽極的步驟和方法是:
(1)將脫脂棉花撕成片狀(厚度約3mm~6mm)。
(2)根據陽極形狀和大小,用剪刀將棉花剪成條狀。
(3)用棉花條沿陽極外表面包裹。棉花的開頭與收尾應扯成楔形,使棉套緊密均勻。
(4)選擇適當尺寸的滌綸綿套套住棉花,並用橡皮筋捆緊,以提高棉套的耐磨性。
陽極的包裹層厚度要均勻、適當。太厚時,雖然儲存鍍液多,但電阻大,沉積速度慢,太薄時,儲存鍍液少,容易磨穿,造成工件局部過熱,甚至發生短路,影響鍍層質量。包套厚度一般取5mm~15mm(指包套在虛態情況下)。
3、鍍筆的使用和保管
在刷鍍時,對於每一種溶液都必須有一支或幾支專用鍍筆。每支鍍筆使用前都必須先在筆桿上貼上所用鍍液的名稱標籤,不能混用。
鍍筆用完後要用清水沖洗乾淨分別存放,不能混放,更不能混用,尤其是鍍銅與鍍鎳的鍍筆不能混用,以免鍍液互相污染。下一次使用鍍筆前,應注意檢查電纜線插孔處是否有鏽蝕,若有鏽蝕,要拆卸清理乾淨。
石墨陽極長時間使用也會被腐蝕,可用銼刀、刮刀等工具將表面腐蝕刮除,繼續使用。過度腐蝕就要報廢。
陽極包套一旦磨穿就要及時更換。換下的棉花一般不能再用,較乾淨的棉花可用水沖冼,曬乾後繼續使用。
用過的鍍筆,長時間不再用時,應將陽極、鎖緊螺帽、導電桿、散熱器分別拆開,清理乾淨後分別保管,以備再用。
輔助器具及材料
1、轉胎
它是用來夾持零件轉動的設備。為了滿足陰極和陽極之間相對運動速度的要求,減少勞動強度,對於軸類零件的電刷鍍,它是不可缺少的設備。
2、盛液杯、塑膠盤、擠壓瓶
盛液杯用來盛裝鍍液,塑膠盤用來回收鍍液或廢水,擠壓瓶用來盛沖洗水或裝鍍液作為供送鍍液的器具。
3、手提式電機、各種小砂輪、油石、刮刀
這些是用來清理、整形工件的劃痕、溝槽、凹坑等缺陷和修整鍍層不可缺少的一整套工具。
4、絕緣膠帶、塑膠布
絕緣膠帶和塑膠布用來貼上和遮蔽工件的非鍍面,防止污染和腐蝕。
5、剪刀、橡皮筋、針和線
剪刀用於剪棉花和滌棉套,橡皮筋做綑紮包套用,針和線用來縫合包套。
電刷鍍溶液
 電刷鍍
電刷鍍電刷鍍溶液與有槽電鍍溶液相比有明顯的特點。大多數金屬鍍液都是有機鰲合物的水溶液;除了小部分有特殊要求的鍍液(金、銀)外,其餘的鍍液都不含有氰化物;鍍液中金屬離子含量高,沉積速度快;部分溶液的酸性或鹼性較強,多數溶液的pH值在4~10之間,其腐蝕性小。酸性鍍液一般比鹼性鍍液的沉積速度快,但酸性鍍液一般不宜直接在組織疏鬆的材料上起鍍;鹼性鍍液和中性鍍液比酸性鍍液的沉積速度慢些,但是它們的鍍覆工藝性能和鍍覆層的力學性能是比較好的。
電刷鍍溶液分為表面預處理溶液、單金屬鍍液、合金鍍液、退鍍液和鈍化液5大類,共18個系100多個品種。
電刷鍍溶液質量的好壞直接關係到工件的修復質量。一般來講,對電刷鍍所用溶液有以下要求:
(1)溶液長時間不用時,不應有沉澱、變色、變質發生;
(2)鍍液中金屬離子濃度較為恆定;
(3)鍍液利用率高,用過的廢液對環境污染少或無污染;
(4)鍍液對人體傷害少或是綠色環保鍍液。
表面預處理溶液
用於表面預處理的溶液主要有電解除油液(電淨液)和對表面電解刻蝕(除銹)的活化液。
1號電淨液
該溶液為無色透明的鹼性水溶液,pH=13,凍點為-10℃。可以長期存放,腐蝕性小。1號電淨液具有較強的去油污能力,並且有輕微的去鏽蝕作用,適用於所有金屬表面的電解除油。其操作工藝規範為:
工作電壓8V~15V
相對運動速度60mm/s~130mm/s
電源極性正接(高強度鋼除外)
0號電淨液
這是一種與1號電淨液性能相似的除油溶液。無色透明,pH=13,凍點為-10℃,可長期存放。0號電淨液的除油效果比1號電淨液要好,尤其適用於鑄鐵等組織疏鬆材料。操作工藝規範為:
工作電壓8V~15V
相對運動速度60mm~130mm電源極性正接
1號活化液
該溶液無色透明,呈酸性,pH=0.4,凍點為-15℃,可長期存放。1號活化液有去除金屬表面氧化膜和疲勞層的能力,對基體腐蝕較慢,適用於低碳鋼、低碳合金鋼以及白口鑄鐵等材料的表面活化處理。活化時按以下工藝規範操作:
工作電壓8V~15V
相對運動速度100mm/s~160mm/s電源極性正接或反接
2號活化液
溶液的pH=0.3,無色透明,凍點為-17℃,可長期存放。2號活化液具有較強的去除金屬表面氧化膜和疲勞層的能力,對基體腐蝕快,適用於中碳鋼、中碳合金鋼、高碳鋼、高碳合金鋼、鋁和鋁合金、灰口鑄鐵、鎳層以及難熔金屬的活化處理。也可用於去除金屬毛刺和剝蝕鍍層。操作工藝規範為:
工作電壓6V~14V
相對運動速度100mm/s~160mm/s電源極性反接
3號活化液
3號活化液呈淡綠色,pH=4,凍點為-9℃,可長期存放。3號活化液對鐵素體基體的作用較弱,甚至不起作用,而對碳化物的作用很強。因此除對銅等少數材料活化時單獨使用外,一般與其他活化液(1號、2號)配合使用。主要用途是去除中、高碳鋼、鑄鐵等材料經1號、2號活化液活化後表面出現的炭黑層,以提高鍍覆層與基體的結合強度。其操作工藝規範為:
工作電壓10V~25V
相對運動速度100mm/s~130mm/s電源極性反接
4號活化液
該溶液無色透明,pH=0.2,凍點為-18℃,可長期存放。4號活化液腐蝕能力很強,適用於鈍化狀態的鉻、鎳鋼或者經上述活化液活化後仍難施鍍的基體材料的活化處理。也可用於去除金屬毛刺和剝蝕舊鍍層。操作工藝規範為:
工作電壓10V~25V
相對運動速度100mm/s~160mm/s電源極性反接
鍍鎳溶液
1、鎳的性質和用途
在表面鍍覆技術中,鎳是套用最廣泛的鍍層。尤其在機械零件修復和強化零件表面用得最多。這是因為鎳鍍層具有優良的物理、化學和力學性能。鎳鍍層在真空中有很好的化學穩定性,不易變色。鎳有很強的鈍化能力,能夠迅速地生成一層很薄的鈍化膜,所以在常溫下能很好地抵抗大氣、鹼和某些酸的腐蝕。例如:鎳在有機酸中很穩定,在濃硝酸中處於鈍化狀態,在硫酸和鹽酸中溶解緩慢,但易溶於稀硝酸中。
電刷鍍鎳層具有較高的硬度,並有較好的塑性。因此,被廣泛套用於要求硬度高、耐磨性好的零件表面。鎳還有較好的抗高溫氧化性能,在溫度高於600℃時,表面才被氧化。
電刷鍍的鎳層晶粒很細小,具有良好的拋光性能。經拋光的鍍鎳層可以得到很光亮的外表,在大氣中可長時間保持光澤性。
2、特殊鎳的性能、用途及工藝條件
特殊鎳溶液是一種強酸性鍍液,pH=1,顏色呈深綠色,有較強的醋酸味。溶液中鎳離子含量為85g/L,密度1.23g/cm,鍍層硬度HB550。
特殊鎳與絕大多數金屬基體(鑄鐵等疏鬆材料除外)都有很高的結合力,鍍層緻密,耐磨性好。主要用作在鋼、鋁、銅、不鏽鋼、鉻、鎳等材料上鍍底層或中間夾心層,也可用作鍍覆耐磨層。用在不鏽鋼、鉻、鎳上鍍底層時,為使其與基體結合良好,通常在酸性活化後,不用水漂洗而直接鍍特殊鎳。操作時先不通電,用鍍筆蘸上溶液將被鍍表面擦拭一遍,通電後,先用18V衝擊鍍一遍被鍍表面,然後降至12V,相對運動速度100mm/s~160mm/s,工件接電源正極。
3、快速鎳的性能、用途與工藝規範
該溶液略呈鹼性,pH=7.5~7.8,藍綠色,可嗅到氨水氣味,鎳離子含量為53g/L,密度1.5g/cm3,鍍層硬度HRC45~48。溶液的特點是沉積速度快,鍍覆層硬度高,抗磨損,並且耐腐蝕性也較好。可在各種材料上鍍覆工作層、恢復尺寸層或鍍複合層,更適用於鑄鐵上鍍底層。工藝規範如下:
工作電壓10V~15V
相對運動速度130mm/s~250mm/s電源極性正接
在10V~15V電壓,130mm/s~250mm/s相對運動速度下,電刷鍍的快速鎳鍍層的硬度較高,並具有良好的耐磨性,其硬度和耐磨性指標等於或高於45號鋼淬火加180℃回火後的硬度和耐磨性。硬度的峰值出現在12V及180mm/s附近,大小約為HV668。耐磨性的峰值出現在14V及180mm/s附近,大小約為45號鋼淬火加180℃回火後的1.7倍。
4、鹼性鎳的性能、用途與工藝規範
溶液pH=8.5,呈藍綠色,鎳離子含量為54.4g/L,鍍層硬度HB500。鍍液的沉積速度快,有良好的工藝性。鍍層組織細密,顏色均勻,應力低,可鍍層厚。適用於各種材料上鍍尺寸層或工作層。可代替中性鎳使用。工藝規範如下:
工作電壓8V~14V
相對運動速度130mm/s~200mm/s電源極性正接
5、中性鎳的性能、用途與工藝規範
該溶液呈深綠色,pH=7,鎳離子含量為28g/L,鍍層硬度HB500。鍍液的沉積速度快,有良好的工藝性。鍍層組織細密,顏色呈銀白色,耐腐蝕性好。可用於修補薄鍍層,作鑄鐵的底層,也可作為銅與酸性鎘的交替層。工藝規範如下:
工作電壓10V~14V
相對運動速度100mm/s~160mm/s電源極性正接
6、低應力鎳的性能、用途與工藝規範
這是一種專為沉積厚鍍層時提供夾心層而研製的溶液。溶液pH=3.5,呈綠色,鎳離子含量為75g/L,密度1.20g/cm3,硬度HB350。
使用時先將鍍液預熱到50℃,可以得到組織細密、具有壓應力或較小拉應力的鍍覆層。主要用於複合鍍層中的夾心層,也可作為保護鍍層。工藝規範如下:
工作電壓8V~14V
相對運動速度100mm/s~160mm/s電源極性正接
鍍銅溶液
銅是玫瑰紅色的金屬,原子量63.54,密度8.92g/cm3,熔點為1083℃。銅溶液有沉積速度快,鍍層硬度適中的特點,所以被廣泛用作快速恢復尺寸層或鍍厚層。也可用來改善導電性、釺焊性或在鋼件上鍍防滲碳、防滲氮層。
1、鹼性銅的性能、用途與工藝規範
鹼銅溶液呈藍紫色,pH=9.2~9.8,金屬銅含量為62g/L,密度1.14g/cm3,鍍層硬度HB250。鍍液沉積速度快,腐蝕性小,最常用作快速恢復尺寸層和填補溝槽;特別適用於鋁、鑄鐵或鋅等難鍍材料上鍍覆;在鋼件上鍍覆時,最好先用特殊鎳打底,以便獲得更高的結合力。鍍層組織細密,厚度在0.01mm時,就有良好的防滲碳、防滲氮能力。其工藝規範如下:
工作電壓10V~14V
相對運動速度100mm/s~200mm/s電源極性正接
2、高速酸性銅的性能、用途與工藝規範溶液呈深藍色,pH=1.5,金屬銅含量為116g/L,密度1.28g/cm3,鍍層硬度HB300。該鍍液有較高的沉積速度,主要用於大厚度快速恢復尺寸,填補凹槽。鍍液腐蝕性大,鍍前應將鄰近的非鍍覆表面保護好。鍍層平滑緻密,比酸性銅鍍層硬,容易機械加工。高速銅在大電流密度下鍍覆時晶粒易變粗,應保證鍍液的連續供給。該溶液不能直接在鋼(某些不鏽鋼除外)及少數貴金屬上鍍覆,鍍前要用鎳打底層。在銅基體上鍍覆高速酸銅時,應在通電前先用該溶液濕潤被鍍表面。其工藝規範如下:
工作電壓8V~14V
相對運動速度160mm/s~250mm/s電源極性正接
3、高堆積鹼銅的性能、用途與工藝規範
鍍液呈紫色,pH=8.5~9.5,金屬銅含量為82g/L,密度1.28g/cm3,鍍層硬度HB250。鍍液有較高的沉積速度,能獲得厚鍍層,鍍層應力小。該鍍液無腐蝕性,用途很廣泛,主要用於鍍覆尺寸層。特別推薦在鎘或錫零件上填補凹坑,也可用於印刷電路板的修理。其工藝規範如下:
工作電壓8V~14V
相對運動速度130mm/s~200mm/s電源極性正接
合金鍍液
合金鍍層是指含兩種或兩種以上金屬的鍍層。合金分機械混合、固溶體和金屬化合物三種結構形式。合金鍍層具有單一金屬鍍層所不能達到的性能,它比單一金屬鍍層更能滿足對金屬製品表面提出的更高要求。合金鍍層都具有一些優異的理化性能和力學性能,如抗腐蝕、耐高溫,較高的硬度和耐磨性,優美的外觀和較好的釺焊性等,因此,它們被廣泛地用作防護、裝飾、耐磨和其他功能性鍍層。例如:鎳-鎢、鎳-鈷合金鍍層,不但硬度高、耐磨損,而且耐高溫,可作軸承、活塞、氣缸、模具等零件的防護工作層。
鎳-鎢合金溶液
該溶液呈綠色,pH=2~3,溶液中含鎳85g/L,含鎢15%,鍍覆層硬度HB750。溶液性能很穩定。鍍層硬度高,抗磨損,主要用作耐磨件鍍覆工作層,鍍覆層厚限制在0.03mm~0.07mm範圍內為最好。因此,可作為其他鍍層的覆蓋層,對較厚的鍍層可先鍍一層酸性鎳或低應力鎳。也可以與特殊鎳交替鍍覆疊鍍層,操作時,每層鎳-鎢合金都要用油石或砂紙打磨光滑,經電淨與1號活化液處理後,再鍍特殊鎳。工藝規範如下:
工作電壓10V~15V
相對運動速度60mm/s~160mm/s電源極性正接
鎳-鎢(D)合金溶液
該溶液呈深綠色,pH=1.4~2.4,含鎳80g/L,鍍覆層硬度HRC55。該溶液有比鎳-鎢合金更優良的性能,硬度和耐磨性更高;可獲得較厚的鍍覆層,殘餘應力小。在高強度鋼上鍍覆氫脆性很小,在某些難鍍金屬上鍍覆都能得到較好的結合力。主要用於各種零件上鍍覆工作層。工藝規範與鎳-鎢合金相同。
鎳-鈷合金溶液
淺綠色,pH=3.2,常溫下有酸性氣味。鍍層沉積速度快,韌性及耐熱性好,鍍厚能力強,鍍層硬度約為HRC50~55,工藝規範如下:
工作電壓3V~8V
相對運動速度160mm/s~230mm/s電源極性正接
