鋼絲繩生產總體概況
自1834年歐洲人發明的第一根鋼絲繩以來,自今已有100多年了,這100多年來,鋼絲繩的生產技術在世界上發展很快。到目前為止,比較發達的國家都有為數不少的鋼絲繩生產專業廠家,以滿足對數量、品種、結構、規格等方面的需求。現在已經發展到上百個鋼絲繩品種、幾百種鋼絲繩結構、上千個鋼絲繩規格;在力學性能上也得到了很大的改善;
我國的鋼絲繩工業始建於20世紀30年代,當時無論是在產品數量上,還是在產品的品種、結構、規格上都大大落後於世界上較為發達的國家。解放後,隨著國民經濟建設的飛速發展,鋼絲繩工業的發展也突飛猛進。國家先後在鞍山、天津、上海、寧夏、湘潭等地建設了一批大中型鋼絲繩骨幹企業,近年來在全國各地又湧現了一大批地方中小型鋼絲繩生產廠家。不僅在生產能力上有了大幅度的發展,而且在品種結構方面也增加很快,相繼增加了線接觸鋼絲繩,面接觸鋼絲繩,異型股鋼絲繩,密封鋼絲繩,多層股不旋轉鋼絲繩,電梯鋼絲繩,四股不旋轉鋼絲繩等等,彌補了我國鋼絲繩品種結構的空白。與此同時,產品質量提高很快,工藝裝備不斷完善,逐步實現了捻制設備的系列化、標準化。所有這些,都充分體現了我國的鋼絲繩生產工業已經發展到了一個新的水平,並且逐步邁入世界的先進行列。
今後,我國的鋼絲繩生產技術的發展應該注意以下幾個方面:
(1)進一步研製新的、好的品種結構,發展和推廣現有的好品種、好結構,逐步淘汰落後的、不合理的品種
(2)廣泛採用國家標準和國際先進標準
(3)進一步提高鋼絲繩的質量性能,逐步實現鋼絲繩的高強度、高韌性等優良性能,充分發揮其高效經濟鋼材的特點
(4)完善和改進生產裝備,提高自動化和機械化程度,建立新的操作控制程式
(5)進一步開闢鋼絲繩新的用途領域,從巨觀上調整鋼絲繩的產需結構提高社會效率
(6)加強環境保護,降低噪音 (以上資料來自大鋼鋼絲繩官網)
鋼絲繩生產包括鋼絲繩結構設計和幾何參數計算、原材料準備、打軸、捻股和合繩等操作以及鋼絲繩質量檢查等多工序過程。不同結構和用途的鋼絲繩採用的捻制工藝及捻制設備不同。
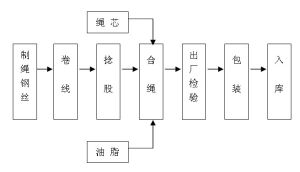 鋼絲繩生產流程圖
鋼絲繩生產流程圖結構設計
鋼絲繩的使用壽命不僅取決於制繩鋼絲的質量、股和繩的捻制質量、潤滑材料及繩芯材料的質量,在很大程度上還取決於對鋼絲繩結構參數的正確設計和計算,包括股中鋼絲捻角、繩中股的捻角、鋼絲直徑、股徑、繩徑、捻距、股芯直徑、繩芯直徑、鋼絲幾何形狀、股的幾何形狀、鋼絲繩結構密度的計算等,不同結構的鋼絲繩結構參數的計算方法不同。
原材料準備
鋼絲繩生產用原材料包括制繩用鋼絲、鋼絲繩繩芯材料、鋼絲繩防護浸漬材料及表面包覆材料等,其中制繩用鋼絲是鋼絲繩生產用最基本、最主要的材料。鋼絲繩生產用原材料使用前都必須經質量檢驗,質量應滿足有關標準和鋼絲繩生產工藝要求。制繩鋼絲的準備工作在鋼絲繩車間的鋼絲庫中進行,根據要捻制鋼絲繩的品種和結構,制繩鋼絲應在鋼絲庫按直徑、韌性號、抗拉強度級別、鍍層類別和其他技術指標分類,分別堆放,並應在備好的鋼絲盤上拴掛標牌標明。
制繩鋼絲繩有光面鋼絲也有鍍鋅鋼絲,還有不鏽鋼鋼絲。其中光面鋼絲和鍍鋅鋼絲用以生產鋼絲繩的以南通地區為居多,而不鏽鋼鋼絲繩在興化地區較多。
電鍍鋅制繩鋼絲也有其特定的生產工藝
鋼絲繩制繩鋼絲電鍍鋅通用工藝技術參數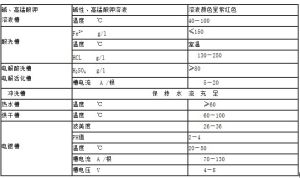 電鍍鋅鋼絲繩工藝技術
電鍍鋅鋼絲繩工藝技術鋼絲繩制繩鋼絲電鍍線生產工藝技術參數應符合表
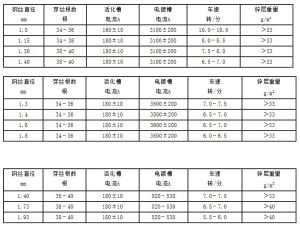 鋼絲繩制繩鋼絲電鍍線生產工藝技術參數應符合表
鋼絲繩制繩鋼絲電鍍線生產工藝技術參數應符合表打軸
鋼絲打軸(即鋼絲重卷)按作業計畫進行,將鋼絲從鋼絲庫運到打軸工段,重卷時首先要選擇打軸機型號和工字輪直徑。工字輪直徑根據被卷鋼絲的直徑和需要卷取的長度選取,鋼絲的長度根據所捻制的鋼絲繩長度及捻縮係數確定。鋼絲重卷由打軸機完成,打軸機必須保證所卷鋼絲在工字輪中的緊密、平整排布,做到鋼絲長度計米準確。卷線前要按鋼絲標牌對鋼絲直徑、強度級別、韌性號、表面質量進行認真的核對檢查。鋼絲必須滿足鋼絲繩製造工藝卡片要求,重卷好的鋼絲應重新拴掛標牌。
捻股
股的捻制應根據訂貨契約要求,建立捻股工藝卡片,工藝卡片要標明捻股工藝流程,捻距、捻向(見鋼絲繩捻法)、長度、捻股用鋼絲直徑、強度級、韌性號、股徑、芯徑及用之捻制的鋼絲繩的結構、繩徑等技術參數及推薦使用的捻股機等。捻股前應認真選配鋼絲,所用鋼絲的直徑、韌性號、鍍層類別、強度級等必須符合工藝卡片要求,避免混線徑、混強度、混韌性號質量事故發生。要認真確定和調整股的捻向、捻角、捻距等,避免捻向錯、捻距超差等質量事故。工字輪、分線盤、變形器、壓線瓦的選擇、安裝、調整要保證捻股長度及捻制質量的要求。點接觸股(見點接觸鋼絲繩)股中每層鋼絲的捻制是單獨進行的,線接觸股(見線接觸鋼絲繩)的捻制一次完成,點線接觸或線點接觸的股分別在兩台捻股機上完成,異形股(見異形股鋼絲繩)可用傳統捻制方法捻制,也可用圓截面股壓縮法製造。
合繩
鋼絲繩的捻制同股的捻制原理相同,是將股圍繞中心繩芯呈螺旋狀排列而成。圓股鋼絲繩、異形股鋼絲繩和密封鋼絲繩具有不同的捻制特點。捻制用雪茄式合繩機和筐籃式合繩機完成,合繩要按工藝卡片規定進行。鋼絲繩的表面質量、繩徑、捻制質量、不鬆散性能、浸油質量等應滿足國家標準要求。
鋼絲繩生產中,要嚴格按照產品標準,訂貨契約技術條件、工藝規程和捻制工藝對生產過程和製成品進行工藝監督和質量檢驗。鋼絲繩的外觀、捻制質量、力學及化學性能必須符合標準和定貨契約的要求。
安全生產
在鋼絲繩生產中,要十分注意做到安全生產,要安裝各種防護罩、安全網、安全事故自動停車裝置等安全設施,避免人身、設備事故發生。
