英文名稱:arc welding of reinforcing steel bar
解釋:以焊條作為一級,鋼筋為另一極,利用焊接電流通過上傳產生的電弧熱進行焊接的一種熔焊方法。
出處:鋼筋焊接及驗收規範
釆用電弧焊接頭時除應滿足強度要求外,尚應符合下列規定:
1、在加工場進行電弧焊接時,均應釆用雙面焊縫,僅在腳手架上施焊時,方可釆用單面焊接。
2、不同牌號、直徑鋼筋幫條的長度、搭接的長度應符合下表的規定。
搭接焊或幫條焊接頭構造
註:在無條件進行序號1、3的雙面焊縫電弧焊時,可採用序號2、4的單面焊縫電弧焊。
3、焊縫長度不應小於幫條或搭接長度。
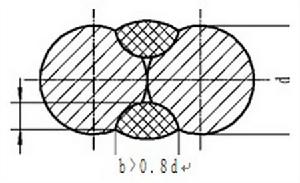
4、鋼筋搭接、幫條焊接的焊縫計算厚度hh應不小於0.3d,焊縫寬度b應不小於0.8d (如下圖)。
5、搭接接頭鋼筋的端部應預先折向一側,搭接鋼筋的軸線應位於同一直線上。
6、幫條和被焊鋼筋的軸線應在同一平面上。
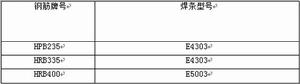
7、焊條的質量應符合國家現行標準的有關規定。其型號應根據設計要求確定,當設計無要求時,可按下表選用。
鋼筋電弧焊焊條型號
9、幫條與被焊鋼筋間應釆用4點固定;搭接焊時,應釆用2點固定。定位焊縫應離幫條端部或搭接端部20mm以上。
10、焊接時應在幫條或搭接鋼筋的一端引弧,並應在幫條或搭接鋼筋端頭上收弧,弧坑應填滿。第一層焊縫應有足夠的熔深,主焊縫與定位焊縫應熔合良好。
11、釆用電弧搭接焊、幫條焊的接頭,應逐個進行外觀檢查,並應符合下列規定:
1)用小錘敲擊接頭時,鋼筋發出與基本鋼材同樣的清脆聲。
2)電弧焊接接頭的焊縫表面應平順,無缺口、裂紋和較大的金屬焊瘤和其它缺陷。
