
主要作用
連續退火是相對罩式退火而言的,連續退火為帶鋼連續通過退火爐,退火爐無封口,帶鋼不經過停留而直接進行卷取的生產方式。在生產套用中,連續退火套用廣泛,連續退火使變形晶粒重新轉變為均勻等軸晶粒,同時消除加工硬化和殘留內應力,鋼的組織和性能恢復到冷變形前狀態的熱處理工藝。
冷軋帶鋼退火的目的在於降低強烈的冷加工硬化和改善薄板的成型性能。通常,退火在再結晶溫度以上進行,這樣可得到軟的,有良好冷成型性能的組織。退火時,存在著將再結晶和鋼的化學成分變化聯繫起來的可能性,這涉及到反應退火。如果薄板的加工和使用希望有高的強度,並且對冷成型性能沒有特殊的要求,那么,通過退火也能得到界於完全軋制硬化的組織和完全再結晶組織之間的狀態。此時,熱處理用作回復和部分再結晶退火。
發展歷程
為了實現這類退火處理,研製開發出在冶金學原理和設備技術細節上不同的四種方法:
(1)CAPL:連續退火生產線,日本制鋼公司研製:
(2)NKK-CAL:日本鋼管連續退火線,日本鋼管公司研製;
(3)KM-CAL:川崎多用途連續退火線,日本川崎制鋼公司研製:
(4)Howaq:熱水淬火法,比利時CRM研製。
上述工藝方法的差異首先在於退火溫度開始的冷卻方式,此時,所有的工藝都遵循下述認識,即為了得到所希望的帶鋼力學性能,合理的方法是先中等速度冷卻,接著快速冷卻。在CAPL法中,首先通過氣流噴射冷卻,接著由氣和水霧混合物冷卻。新型CAPL機組有的也通過冷卻輥或極為有效的氣體噴射進行冷卻。在NKK-CAL法中,首先將帶鋼浸入水中產生特別急劇的溫降。在這種方法中也採用水冷輥來獲得較小的冷卻速度。如果帶鋼浸入水中激冷,那么進行過時效處理時必須再加熱。KM-CAL法以氣體噴射和冷卻輥的組合冷卻為特徵。通過氣體氣氛中氫含量的變化可以對冷卻速度產生影響。
在Howaq法中,帶鋼首先在沸騰的水中以中等速度冷卻,隨著在熱水箱中停留時間的變化,可以直接得到過時效溫度。如果需要的話,有效的水霧冷卻可以將帶鋼進一步冷卻到室溫。自從世界上第一條完備的冷軋鋼板立式連續退火線(CAPL)於1972年在新日鐵的君滓鋼廠投入工業生產以來,全世界鋼鐵界對連續退火工藝給予了極大的關注,並迅速開發了適應各種產品要求的新工藝技術裝備。從70年代以後,世界上有60多條連退線投產,世界上已有十幾個國家擁有連退線,日本用連退工藝生產的冷板己占總量的約80%。用連續退火爐既可以生產普通級別的衝壓成形冷軋板,也可以生產深衝壓和超深衝壓成形的汽車用冷軋板和烤漆硬化鋼板:既能生產硬質的鍍錫原板,也能生產軟質的鍍錫原板;既能生產一般強度級別的冷軋板,又能生產微合金化合金鋼、雙相鋼等高強和超高強度冷軋板。
對比
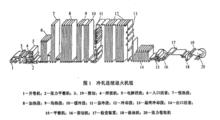
現代冷軋薄板生產通常的生產工藝是:酸洗、冷軋、電解清洗、罩式爐退火、平整、精整(橫切、縱剪、重卷)、成品(板、卷)包裝。20世紀70年代初出現了一種新的生產工藝,它把冷軋後的電解清洗、罩式退火、鋼卷冷卻、調質軋制(平整)和精整檢查等5個單獨的生產工序聯結成一條生產機組,用立式的連續爐代替間歇式的罩式爐,實現了連續化生產。這種連續生產線稱作連續退火機組,簡稱CAPL。如圖l所示。
 連續退火
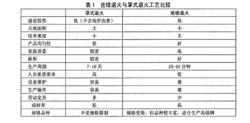
連續退火這種連續退火新工藝與罩式退火相比,具有如下優點:
(1)以帶鋼狀態進行連續熱處理可得到性能均勻、表面光潔的產品;
(2)控制爐內張力,可改善帶鋼板形,帶鋼平直度好;
(3)沒有粘結和沙粒壓入缺陷,鋼材收得率高,且平整效率高、質量好;
(4)作業線將清洗、退火、平整、表面自動檢查、塗油、重卷或剪下一次完成,減少了多次鋼卷處理,減少許多因此而產生得廢品,提高了收得率:
(5)生產過程簡單合理、管理方便。生產出成品的時間、交貨、貯備料也大大減少:
(6)車間布置緊湊、占地面積小,省掉許多輔助設備,設備費用降低,勞動定員大大減少,而且節省能源。具體比較見表1。
 連續退火
連續退火退火工藝
連續退火包括電解清洗、連續退火、平整、檢查及精整等各生產工序。
電解清洗:去除冷軋帶鋼表面殘存的軋制油及其他表面污跡。
連續退火:將冷軋後而產生加工硬化的帶鋼進行再結晶退火處理,完善微觀組織,提高塑性和衝壓成形性
平整:改善材料的力學性能,擴大材料塑性變形範圍;消除材料屈服平台,防止在衝壓加工時出現延展變形;改善板形,獲得良好的帶鋼平直度:使帶鋼表面產生合適的粗糙度。
檢查和精整:將帶鋼剪成規定的成品寬度;進行帶鋼尺寸檢查、板形檢查及表面質量檢查,並進行記錄;在帶鋼捲曲到規定重量時進行分卷,切除焊縫、頭部及尾部的尺寸超差部分及有缺陷的部分,並切取試樣;在帶鋼表面均勻的塗敷防鏽油;在鋼卷周向打捆及進行稱重。
關鍵設備
連續退火的關鍵設備有:
(1)爐子
通常的連續退火爐在爐子的入口側設有張緊輥,給予爐內帶鋼以張力。張緊輥與爐子之間有張力調整裝置。力矩電動機使可動輥上下移動,以此來吸收爐內帶鋼張力的波動,保持張力恆定。
(2)加熱段設備
帶鋼通過入口的密封輥進入加熱段,按規定的退火溫度加熱。加熱段的上部和下部由4根以上的導輥形成通道。通道與通道之間裝有換熱器並插入輻射管,從兩面直接加熱帶鋼。輻射管每列10餘根,由爐壁兩側面交叉伸出,對帶鋼寬度方向進行均勻加熱。從輻射管排出來的燃燒氣體通過配管集中到匯流室的大集管箱中。匯流室在排氣鼓風機壓力作用下成為負壓狀態,負壓值由排氣鼓風機出口風門的開口度來調節,控制恆壓為--2000Pa左右。輻射管每列分為幾段,每段進行溫度控制。各段燃燒量通過調節每段設備排氣流量調節閥和燃料氣體調節閥的開口度進行控制。
(3)均熱段設備
帶鋼在加熱段升溫到規定溫度後,通過下面的隧道進入均熱室。均熱室中只需要彌補爐壁散發的熱量。由於此熱量很小,所以通常採用容易控制的電阻加熱方式,加熱體在爐壁周圍等密度排列。
(4)一次冷卻段設備
連退技術最核心的技術是快冷技術,即一次冷卻技術。就目前的發展趨勢來看,一次冷卻以輥冷方式較為合適。輥冷的冷卻速度較快又不需要後續的表面處理工序,故在20世紀80年代以後,一次冷卻為輥冷方式的連續退火機組就達17條之多。
(5)緩冷段設備(過時效室)
為了使加熱和均熱時固溶在鐵素體中的過飽和碳析出,在連續爐設有緩冷室,以使帶鋼在450℃左右保持一定的時間,以便使過飽和的碳析出並防止鋼板的過時效。冷卻是通過向插在帶鋼間的鋼質冷卻管內通氣進行的。為了使帶鋼寬度方向均勻冷卻,應合理配置冷卻管。為了防止爐子急冷,需將爐溫預先升高到適當溫度,因而設有電阻加熱設備。
(6)急冷段設備
經過緩冷時效的帶鋼進入急冷段(也叫終冷段)。在急冷段中帶鋼之間安裝有數十台噴氣冷卻器。從噴氣冷卻器噴嘴中高速噴出冷的保護氣體,使帶鋼兩面溫度冷卻到100度以下。噴氣冷卻器由向爐內供給冷卻的保護氣體的噴氣管、吸入爐內保護氣體的管道、熱交換器和使爐內保護氣體循環的鼓風機組成。
影響
1連續退火的組織形成特徵
時間一溫度變化過程中的第一階段是用來進行再結晶和晶粒長大的,這一階段包括加熱、退火溫度下的保溫和以中等速度冷卻的第一冷卻段。在這一階段中形成了對薄板成型性能很重要的組織和織構特徵。退火過程的第二階段包括快速冷卻到過時效溫度和過時效處理,這一階段決定了組織中的碳化物分布和過飽和固溶的碳含量。因而,首先給定了薄板的時效行為。一般說來,與罩式爐退火過程不同的是,快速加熱時不能通過第二相粒子的預先析出來控制織構。再結晶首先導致產生了較細的鐵素體晶粒,其晶粒大小在高溫退火保溫時會增大。高的卷取溫度非常有助於具有所希望的滲碳體分布的粗大鐵素體晶粒組織的發展。
在退火過程的第二階段,快速冷卻是為了滲碳體的析出和彌散,也是為了強制固溶碳的過冷。隨著冷卻速度的增大,過時效時形成的碳化物之間的距離變小,時效傾向性下降。過冷度越大,析出的碳化物越密,過時效處理需要的時間越短,因為必要的過時效時間與擴散行程的平方成正比。對於過時效動力學來說,除了冷卻速度外,開始急冷時的溫度本身通過對碳化物彌散程度和過飽和程度的影響,也起著重要的作用。急冷溫度的升高加速了過時效進程。薄板連續退火以後是否還有時效指數,取決於過時效的程度,即取決於碳過飽和度的降低。時效在冷成型加工之前就產生作用時可能是它的缺點,但要利用其提高強度時,時效又可以產生所希望的功效,如“烘烤硬化鋼”,這種鋼是在冷成型後的烤漆過程中獲得了人為時效。
除此之外,還必須考慮固溶氮的時效。使鋼中保持相同的氮含量,改變鋁含量和添加的硼含量,在不同的熱軋帶鋼生產和連續退火條件下進行的研究表明,在過時效退火後的冷軋帶鋼中,可以殘留有完全固溶的氮。就工藝參數而言,低的板坯加熱溫度和高的捲曲溫度都會產生有利的作用。在連續退火中,高的退火溫度能夠保證氮化物的完全析出。但對微觀組織和織構的發展來說,在退火開始前就進行固氮是有利的。連續退火爐中的退火過程產生了與罩式退火薄板明顯不同的組織結構。其微觀組織特徵是:更細小的、球狀的、含有在熱軋帶鋼中就已析出的氮化物的和由時效行為確定的碳化物彌散分布的鐵素體組織。若對冷成型性能有很高要求的話,必須有其它附加的冶金學措施,但這已經表明,連續退火開闢了可以生產高強度薄板的有利途徑。
2退火過程對帶鋼力學性能的影響
冷軋帶鋼退火時,材料內部進行著各種不同的反應,這些反應產生了有一定力學性能特徵的特定組織。對組織產生極其重要作用的過程是冷軋鐵素體的在結晶,如果退火溫度在開始再結晶溫度以下,則開始伴隨組織軟化的回覆。
在薄板生產中,碳大多數情況下先以滲碳體的形式存在,滲碳體在退火過程中溶解,其析出行為強烈依賴於冷卻過程。此外,加熱和退火過程中,合金元素的氮化物和碳化物也能析出,並在一定情況下改變其分布。
在冷軋帶鋼退火時發生變化的組織參數中,最引人注目的是鐵素體晶粒度和晶粒形狀。鋁鎮靜鋼薄板的組織特徵是拉長的鐵素體晶粒,這是在再結晶前就已在拉長的鐵素體晶界上形成氮化鋁品格中再結晶的結果。鐵素體晶粒的晶體學取向是另一個受退火過程強烈影響的組織參數。鐵素體織構直接決定著度量薄板深沖能力的薄板厚度方向各項異性值r。位錯密度這一組織參數是直接與冷變形和再結晶相關聯的。對於具有良好冷成型性能的軟鋼薄板來說,希望再結晶組織有儘可能小的位錯密度。高的位錯密度可通過冷軋時產生位錯的部分消除(回復退火和部分再結晶)獲得,或者可通過伴隨有貝氏體或馬氏體轉變的、從退火溫度開始的急冷獲得。
第二相的彌散和分布從多方面影響著退火薄板的力學性能。根據析出條件,滲碳體可以以粗大或細小的彌散粒子存在。除了晶界析出外,主要還可以找到順序排列的粒子,這些粒子表明其再熱軋帶鋼中就已產生。再鋁鎮靜鋼薄板中,通常形成對罩式退火鋼織構發展極為重要的立方品系的氮化鋁。象鈮或鈦等微合金元素以立方型MX粒子析出,其彌散程度由形成溫度決定。間隙固溶原子碳和氮的濃度也間接取決於碳化物和氮化物的形成,碳和氮的濃度對退火後冷軋帶鋼的力學性能產生影響。
