
含義
誤差復映係數是為了衡量加工後工件精度提高的程度,值越小表示加工後零件的精度越高。復映現象
 誤差復映係數
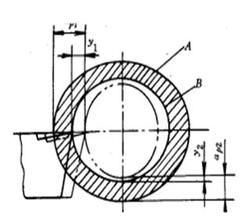
誤差復映係數例:在車削有圓度誤差的毛坯時,工件每轉一轉,背吃刀量會發生變化。毛坯橢圓長軸方向處為最大背吃刀量ap1,短軸處為最小背吃刀量ap2。假設毛坯材料的硬度是均勻的,則ap1處的切削力Fp1最大,相應的變形y1也最大;ap2處的切削力Fp2最小,相應的變形y2也最小。由此看見,車削圓度誤差Δm=ap1-ap2的毛坯時,由於工藝系統受力變形而使工件產生相應的圓度誤差Δg=y1-y2。這種現象就叫“誤差復映”。
越小值d措施
1走刀次數(或工步次數)愈多,總的誤差愈小,零件的形狀精度愈高,對於軸類零件則是徑向截面的形狀精度愈高。2系統剛度愈好,加工精度愈高。
