裝配平台用途
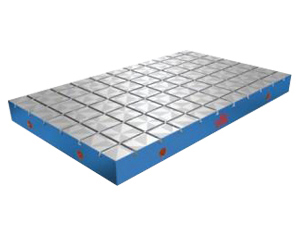
裝配平台又稱裝配平板,主要套用於動力機械設備的裝配及調試,表面帶有T形槽,可以固定動力機械設備,可以拼裝使用。 裝配平台
裝配平台 平台簡介
鑄鐵 裝配平板規格:1000×750-3000×6000(mm),特殊規格可根據用戶需求製造,大於此規格的焊接平台可以拼接。用途:套用於動力機械設備的裝配及調試,表面帶有T形槽,可以固定動力機械設備。工作面上可加工圓孔、U型孔或長孔。
精度:按國家標準計量檢定規程JJG117-91執行,分為3級、精刨兩種。
材質:優質高強度灰口鑄鐵HT200-250,工作面硬度為HB170-240,鑄件經過兩次人工退火600℃-700℃或自然時效2-3年,完全去除內應力,精度穩定,耐磨性能好。
包裝:木製包裝。包裝前經防鏽處理並妥善包裝,避免因包裝不善而在運輸過程中損壞產品。平板經檢定合格後,應附有產品合格證;產品合格證上應出廠日期和產品序號。
技術要求:
1、平板工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
2、平板的鑄造表面應清除型砂且平整,塗漆牢固。
3、精度登記為0級-3級的平板工作面上,直徑小於15mm的砂孔允許用相同材料堵塞,其硬度應小於周圍材料的硬度。工作面堵塞的砂孔應不多於4個,且砂孔之間的間距應不小於80mm。
4、平板應採用優質細密的灰口鑄鐵或合金等材料製造,其工作面硬度應為170-220HB。
5、平板工作面通常應採用刮削工藝。對採用刮削加工的3級平板工作面,其表面粗糙度Ra的最大允許值為5um。
6、平面度公差見表2的規定。
7、採用刮削工藝應進行塗色對研檢驗。對研後顯示的接觸點面積的比率見表3的規定:或者按25mm×25mm正方形面積的接觸點數見表3的規定,且任意25mm×25mm中的接觸點數之間應不大於5點。
規格
1000×1000—3000×6000(mm),(裝配平台均按用戶要求定做或按圖紙加工)。| 規格(長×寬)mm | 精度等級 | ||
| | 1級 | 2級 | |
| 平面度公差(um) | |||
| 1000×750 | 18 | 36 | 90 |
| 1000×1000 | 20 | 39 | 96 |
| 1000×1200 | 20 | 40 | 100 |
| 1000×1500 | 24 | 48 | 120 |
| 1000×2000 | 26 | 52 | 130 |
| 1500×2000 | 28 | 56 | 140 |
| 1500×2500 | 32 | 64 | 152 |
| 1500×3000 | | 70 | 174 |
| 2000×3000 | | 74 | 184 |
| 2000×4000 | | 88 | 219 |
| 2500×3000 | | 79 | 186 |
裝配平台四種安裝方式 :
裝配平台根據平台的大小和使用的方式不同要採用不同的安裝方式,一般有以下的四種方式,請大家根據自己的實際情況進行選擇:1、墊鐵安裝:裝配平台調至水平、負荷均勻分布於各支點上。環境溫度(20±5)℃。使用時應避免振動。裝配平台採用墊鐵安裝的優點,安裝快捷、移動方便。2、地錨器安裝:裝配平台可以設計地錨器安裝,首先用戶根據裝配平台的圖紙做好地基和預埋孔,然後把地錨器放到提前設定的預留孔里,將裝配平台調整水平。3、支架安裝:裝配平台輕放到支架上、調整支架上的微調螺栓至到裝配平台水平。支架可減輕檢驗人員的勞動強度。支架高度一般在500-600mm左右。4、地腳螺栓安裝:裝配平台根據用戶的要求設計安裝方式,地腳螺栓安裝。
裝配平台鑑定
1、裝配平台工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。2、裝配平台工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應徹底清除型砂,且表面平整、塗漆牢固,各稅邊應修鈍。
3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設定、螺紋孔或圓柱孔。設定吊裝位置時應考慮儘量減少因吊裝而引起的變形。
4、裝配平台應經穩定性處理和去磁。
5、裝配平台工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。
6、裝配平台工作面的硬度應為HB170—220或187—255之間。
7、T型槽主要檢定項目
A、材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。
8、精度參數。
3級平板未規定接觸斑點要求。1級平板要求接觸斑點數在任意25×25mm平面內不少於20點。2級平板要求接觸斑點數在任意25×25mm平面內不少於12點。
裝配平台樣式