自動調諧原理
自動調諧控制的基本功能是通過馬達驅動裝置來調整射頻系統的可變電容和電使射頻系統工作在阻抗匹配最佳狀態。自動調諧系統分為前級調諧和末級調諧。
前級調諧原理
發射機的高前級採用CTK12-1電子管,柵地電路,屏極槽路為並聯諧振迴路,負載是高末柵極電路,當高前屏極槽路處於諧振時,高前級的效率最高,屏極負載接近純阻,並且此時前級陰流應為最小,高末柵流最大,根據這個原理設計前級的調諧邏輯。
方法:由於前級調諧迴路Q值很高,諧振點很尖銳,要找準前級諧振點不是很容易。在程式設計時,採用先找到末級柵流的較大點,再找到前級陰流的最小點,並確認該點為諧振點。先將粗調時把前級馬達迴轉一定量,確保在向正方向轉動前級馬達時一定能找到調諧點。在找末級柵流的最大值過程中,先將馬達快速轉動,等末級柵流從無到有時,再減慢馬達的轉動速度,利用小脈衝驅動前級馬達,邊驅動邊比較,找到高末柵流較大值。此時已經在諧振點附近,然後尋找前級陰流最小值,通過讀取前級陰流表值,進行比較,找到前級陰流最小點,即前級調諧諧振點,完成前級調諧過程。
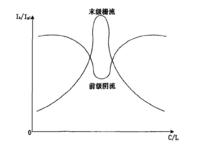 前級諧振時末級柵流與前級陰流關係
前級諧振時末級柵流與前級陰流關係末級調諧原理
發射機末級槽路採用三個π網路,3π網路用於實現諧振、阻抗變換、濾波功能。把輸出阻抗變換為射頻末級管所需的等效屏極阻抗,同時諧振於工作頻率,濾除諧波。
 自動調諧控制 自動調諧控制 自動調諧控制
自動調諧控制 自動調諧控制 自動調諧控制末級網路調整的器件較多,任何一個變化都講影響末級網路的諧振點。理論上講末級網路諧振時,高末電子管的負載接近純阻,此時的末級陰流,簾柵流最大。在不考慮其他因素時,末級網路諧振時簾柵流最大和末級陰流最小將同時出現。在屏壓10KV時,末級陰流在26-28A之間,功率在260KW 5KW左右,高功率屏壓在13.7KV左右,末級陰流在39-41 A這時功率應在500KW 5KW,以上末級網路處於諧振狀態時對應表值。通過對屏壓、末級陰流、輸出功率進行比較。如果調諧後數據與設定數據相近,即達到調諧點,末級調諧完畢。如果沒有達到條件,發射機會從高功率降到10KV重新進行調諧。直到滿足屏壓13.7KV,末級陰流39-41A,輸出功率500KW 5KW這三個條件。
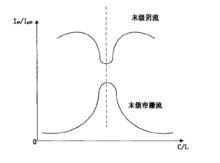 末級諧振時陰流、簾柵流關係圖
末級諧振時陰流、簾柵流關係圖自動調諧控制算法
自動調諧控制算法可以自動確定熱電製冷器器件的P(比例)、I(積分)、D(微分)的恰當值。對於每個期望的系統設定點,都將履行一次自動調諧過程。2510-AT自動調諧算法[1]將電壓階躍函式用於熱電製冷器或珀耳帖效應器件。然後,抽取來自系統溫度相應的信息,並用於改進的Ziegler-Nichols調諧技術,提供兩個PID係數集合。一個集合是為最小溫度超調量而最佳化,另一個集合為最小設定時間而最佳化。可以根據測試要求或器件限制,從兩個集合中選擇使用。如果需要的話,對系統回響進行微調時,還可以把這些數字用作起始點。
自動調諧控制的結構組成
自動調諧控制共有兩部分組成:一部分為邏輯控制系統,另一部分為調諧系統。
邏輯控制
短波發射機邏輯控制採用兩片EPM7512EAQI208作為核心處理器(一片負責所有的邏輯控制,一片負責與上位機通信),輸入接口電路、輸出接口電路、狀態指示燈電路作為外部接口電路。由於控制器輸入量、輸出量及狀態指示量都比較多,因此輸入接口電路由輸入接口電路板A,輸入接口電路板B組成,輸出接口電路由輸出接口電路板A、輸出接口電路板B組成,狀態顯示由狀態顯示電路板A、狀態顯示電路板B組成,核心控制板負責邏輯控制及外圍電路控制、通信電路板負責與上位機通信。輸入接口電路板A上共有54路輸入信號,輸入接口電路板B上共有50路輸入信號,為了增強抗干擾性能,用光電耦合器將輸入信號分成系統內與系統外兩部分,系統內高電平為++3.3V,系統外高電平為+24V,並且系統內與系統外的地隔離;輸出接口電路板A上有40路輸出信號,輸出接口電路板B上有26路輸出信號,設計原理與輸入信號相同。
•A1-CPLD通信板
•A2-CPLD核心板
•A3一狀態指示燈板
•A4-一狀態指示燈板
•A 15-輸出板A
•A 16-一輸出板B
•A 17-輸入板A
•A 18--輸入板B
邏輯控制器的各功能板插在一個母版上,A1~A4板插在母版前面,A14~A17板插在母版後面。實際板卡連線如圖。
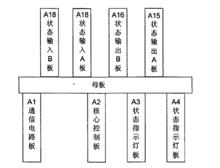 邏輯控制器板卡連線圖
邏輯控制器板卡連線圖調諧控制
調諧控制是發射機核心控制的一部分,主要負責發射機的自動調諧部分。
調諧控制與邏輯控制在一個插箱內,各功能板插在一個母板上,A5板插在母版前面,A11-A14板插在母版後面。
•A5——信號板控制板
•A11—— A/D板
•A12——D/A板
•A13——調諧控制板
•A14——通信接口板
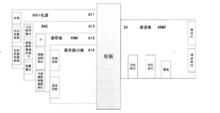 調諧控制器板卡連線圖
調諧控制器板卡連線圖自動調諧控制過程分析
以發射機為例,發射機自動化調諧控制示意框圖如圖所示。
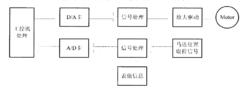 自動調諧拉制示意框圖
自動調諧拉制示意框圖調諧時,工業計算機先根據預先保存好的基礎數據,進行分析計算,得到所要開出頻率的初步位置,通過D/A卡送出電平快速將各路馬達驅動到位置附近,同時通過A/D卡回讀各路馬達當前的位置。初始驅動到位後,合上高壓,按照軟體設計好的邏輯順序,邊讀取表值數據分析判斷,邊驅動相應馬達進行調諧,逐步完成模擬人工調諧的過程,最終完成人工調諧的所有操作。
調諧過程中關鍵問題是精確驅動馬達到位,達到精確調諧的目的。由於發射機使用的8路馬達均為模擬電機,而調諧精度要求較高,故此採用何種控制方式非常關鍵。
在控制過程中,兼顧速度與精度要求,採用了馬達粗調和精細調諧相結合的方法。工業計算機首先經過基礎數據分析,得出馬達初步要到達的位置,採用粗調方式,即輸出較大的馬達驅動信號,使馬達快速達到調諧點附近,然後採用精細調一諧方法,即依據設定好馬達力度(D/A卡輸出電平大小)與步長(D/A卡輸出時間長短),輸出馬達驅動信號,同時依據讀取的表值進行馬達位置調整,達到精確調諧的目的,此過程採用脈衝驅動精細調諧方法IPC處理時,通過讀取A/D卡的表值信息及馬達位置信息,判斷後發出馬達驅動信號,經D/A卡轉換和信號處理,控制馬達驅動電路,及相應運轉,不斷模擬人工調諧過程,循環操作,實現精確調諧控制。
