
縱剪機概述
縱剪機又稱縱剪線,縱切機,分條機,用於將金屬卷板經過開卷、縱剪、收捲成所需寬度的帶卷。適用於加工冷軋和熱軋碳鋼、矽鋼、馬口鐵、不鏽鋼及表面塗鍍後的各類金屬材料。
1.用途:適用於進行金屬帶料的縱向剪下工作,並將分切後的窄條重新卷繞成卷。
2.優點:操作方便,切割質量高、材料利用率高、切割速度無級調速等特點。
3.結構:由開卷(放卷)、引料定位、分條縱剪、卷取(收卷)等組成。
4.適用材料:馬口鐵、矽鋼片,鋁帶、銅、不鏽鋼板、鍍鋅板等。
5.適用行業:變壓器,電機,家電,汽車,建材,包裝行業等。
剪刃調整
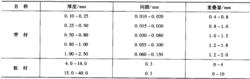
縱剪剪刃的調整主要是剪刃的間隙和重疊量兩個參數。根據合金材料及厚度選擇。一般剪刃的間隙是板帶厚度的0.04~0.12倍,其重疊量可以在0~4.0mm之間,需根據不同產品確定。推薦的剪刃調整範圍見下圖。
 剪刃調整
剪刃調整縱剪機類型
1、平行刀片剪下機。這種剪下機的兩個刀片是彼此平行的。它通常用於橫向剪下初軋坯(方、板坯)和其它方型、矩形斷面的鋼坯,故又稱為鋼坯剪下機。此類剪下機有時也用兩個成型刀片來冷剪軋件(例如圓管坯及小型圓鋼等),此時刀刃的形狀與被剪軋件的斷面形狀相適應。
2、斜刀片剪下機。這種剪下機的兩個刀片,上刀片為傾斜,下刀片為水平,相互成一定角度位置。上刀片的傾斜度1°~6°。這種剪下機常用於冷剪和熱剪鋼板、帶鋼、薄板坯及焊管坯等。有時亦用來剪下成束的小型鋼材。
軋制空腹窗料時,常用斜刀片剪下機剪下帶鋼的頭部和尾部(採用的帶鋼未切頭尾時),以供接焊成大卷帶鋼用。
斜刀片剪下機將上刀片做成傾斜的,而下刀片做成水平的,其目的在於減少和被剪下件的剪下接觸長度,從而降低剪下力,使剪下機的體積減小,並簡化結構。斜刀片剪下機主要參數有:最大剪下力、刀片傾斜角、刀片長度和剪下次數。這些參數都是根據軋件的尺寸和機械性能確定的。
縱剪機結構
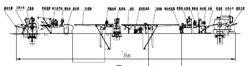
縱剪機列的設備組成一般包括:開卷機、導向裝置、開卷張力裝置、切頭剪、穿料台、活套、圓盤剪、導向輥、機列傳遞輥、進口夾緊裝置、恆張力卷取裝置、碎邊機、廢料車、卷取機、襯紙裝置等,如圖4.34所示。縱剪機列一般有以下幾種形式。
A、單入口活套縱剪
這種類型的縱剪在剪床前設定活套。將帶材送人入口活套方式有中央驅動開卷、拉緊開卷、浮動輥控制開卷法等形式。該種方式可以實現微張力或零張力剪下,避免剪刃出現打滑現象;同時開卷機可以不要對中裝置,在活套實現帶材對中。
B、單出口活套縱剪
這種類型的縱剪在剪床後設定活套,剪下後的帶材由剪下機推入位於剪下機和張緊裝置之間的無張力活套中。對於薄帶,為保證剪下時帶卷開卷穩定,可能需要一個入口邊部導向系統。該種方式可以有效避免厚度差帶來的各條帶材卷取不同步問題,通過控制卷取張力實現帶卷的卷取;由於設定出口活套,帶材可以自由流出剪刃,避免在張力狀態下帶材對剪刃的磨損,影響剪刃的壽命;同時由於出口無張力,避免了帶材縮頸等現象。目前單出口活套使用較多。
C、雙活套縱剪
雙活套縱剪下綜合了入口活套縱剪和出口活套縱剪兩種形式。帶材在離開卷取機之後進入剪下機之前,由開卷機或一個夾送輥裝置或拉緊裝置送入一個自由活套,被剪下後的帶材離開剪床後被送人另一個活套,然後再進入張緊裝置。因而,這種縱剪方式被稱作“雙活套”縱剪。採用這種形式縱剪,縱剪機僅用於剖分帶材,因而也就消除了帶材在剪刀刃口打滑的可能性。該種方式中和了單入口活套和單出口活套的特點,適合薄軟帶材的剪下。
縱剪機技術參數
縱剪機規格很多主要的參數,最主要的參數和參數數據如下(ESL-3x1600縱剪線方案)
主要技術參數
1. 原料參數
材質 冷軋板,不鏽鋼板, 鋁板,鍍鋅板,鐵板,彩塗板
板厚 0.15~ 3.0 mm
板寬 500~1600mm
卷材內徑 Φ508mm/Φ610mm
卷材外徑 ≤Φ1600mm
卷材最大重量 10000kg
2.成品參數
帶材內徑 Φ508mm
帶材外徑 ≤Φ1600mm
收卷最大重量 10000kg
最小帶材寬度 15mm(板厚≤0.5mm)
寬度精度 ±0.05mm (板厚≤1mm)
±0.1mm (板厚 >1.1mm)
剪下毛刺 5%板厚 ,最小0.03mm
條料直線度 0.5mm/1000mm(標準優質板,板寬>100mm)
3. 設備參數
縱剪條數 7條 (厚3mm)
12條 (厚2mm)
25條(厚1mm)
55條(厚<0.5mm)
縱剪速度 max150m/min
總功率 約220KW
規格參數表
縱剪線規格參數表:技術參數、設備配置可按客戶需要確定
| 參 數 型號 | 加工板厚(mm) | 加工板寬(mm) | 縱剪條數 | 縱剪速度m/min | 開卷重量(ton) | 備註 |
| ESL-0.5x1300 | 0.15-0.5 | 500-1300 | 24 | 50-150 | 7 | |
| ESL-2x1300 | 0.3-2 | 500-1300 | 12-30 | 50-180 | 7/15 | |
| ESL-2x1600 | 0.3-2 | 500-1600 | 12-30 | 50-180 | 7/15 | |
| ESL-3x1600 | 0.3-3 | 500-1600 | 8-30 | 50-180 | 15 | |
| ESL-3x1800 | 0.3-3 | 900-1800 | 8-30 | 50-180 | 20 | |
| ESL-4x1600 | 1-4 | 900-1600 | 6-30 | 50-120 | 20 | |
| ESL-6x1600 | 1-6 | 900-1600 | 6-30 | 30-80 | 30 | |
| ESL-12x1600 | 2-12 | 900-1600 | 5-30 | 20-50 | 30 |
工藝流程圖
上料小車-開卷機-引料裝置-牽引校平機-齊頭剪床-1#擺橋-糾偏送料裝置-縱剪機-廢邊收卷機-過料架-2#擺橋-預分料裝置-張緊機-送料裝置-分卷剪床-轉向滾筒-後橋-收卷機-出料小車-輔助支撐-液壓系統-電氣系統。
 縱剪流程圖
縱剪流程圖