
簡介
橫剪機歸類:橫剪機又稱:橫剪線、開平機、開平線、橫剪機組。根據其速度分為:停剪、高速剪、飛剪。
根據其專用設備用途可分為:矽鋼橫剪線(變壓器鐵芯橫剪線)、不鏽鋼橫剪線、銅箔鋁箔橫剪線、紙板橫剪線等等。根據其電控方式可分為:數控橫剪線、氣動橫剪線等等。
橫剪機生產線主要由上料小車、開卷機、校平機、送料機構、剪板機、輸送裝置、堆垛裝置等組成。生產線中可以配置縱剪機,將板料分切成需要的寬度定長剪下並堆垛。
特點
自動化程度高,操作簡單可靠。
定長精度高、板料平整度高。
堆垛整齊。
 濟南藝高數控機械專業圖片
濟南藝高數控機械專業圖片規格參數
| 參數型號 | 加工板厚 (mm) | 加工板寬 (mm) | 剪下精度 (mm) | 最高開料速度 m/min | 最高剪下次數 (spm) | 開卷重量 (ton) | 備註 |
| ECL-2x1300 | 0.2-2 | 500-1300 | ±0.3 | 60 | 50 | 7/15 | |
| ECL-2x1600 | 0.2-2 | 500-1600 | ±0.3 | 60 | 50 | 7/15 | |
| ECL-2x1830 | 0.2-2 | 900-1800 | ±0.3 | 50 | 40 | 20 | |
| ECL-3x1600 | 0.5-3 | 500-1600 | ±0.3 | 50 | 40 | 15 | |
| ECL-3x1830 | 0.5-3 | 900-1800 | ±0.3 | 50 | 40 | 20 | |
| ECL-3x2000 | 0.5-3 | 900-2000 | ±0.3 | 45 | 40 | 30 | |
| ECL-6x1600 | 1-6 | 900-1600 | ±1 | 25 | 20 | 20 | |
| ECL-6x2000 | 1-6 | 900-2000 | ±1 | 25 | 20 | 30 | |
| ECL-8x2000 | 2-8 | 900-2000 | ±1 | 20 | 20 | 30 | |
| ECL-12x2000 | 3-12 | 900-2000 | ±1.5 | 20 | 10 | 30 | |
| ECL-16x2000 | 4-16 | 900-2000 | ±2 | 15 | 8 | 30 |
飛剪線每分鐘剪下150塊板料,最大運行速度為80米/分鐘。採用六重式多輥校平機,板料平整無傷痕;
飛剪由伺服電機驅動,剪下精度高;雙工位堆垛,高效快速。
飛剪線適用於加工冷軋碳鋼、矽鋼、馬口鐵、不鏽鋼及表面塗鍍後的各類金屬材料。
ERC系列飛剪線典型規格
板厚 0.3-2.0mm 最大線速度 80m/min
板寬 800/1300mm 最大剪下次數150片/min
卷重 15t 剪下精度 ±0.3mm liu
流程圖
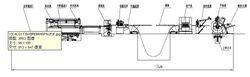 流程圖(只有五輥粗校平不含精校平)
流程圖(只有五輥粗校平不含精校平)要由上料小車、開卷機、(校平機)、送料機構、剪板機、輸送裝置、堆垛裝置等組成
使用步驟
 橫剪機
橫剪機1、首先是接通電源,在控制臺上打開鑰匙開關,再按油泵啟動,這樣你就聽到油泵的轉動聲音了。(此時機器不動作)
2、剪下板料必須要注意的就是間隙的調整,一般位於機器的側面,按板料的12%~15%調整間隙,間隙數值可在刻度盤中讀出。(如剪下10mm板料時,可調整間隙為0.12mm)
3、後擋料調整一般都有電動快速調整和手動微調,你可以先用電動調節是大概尺寸在用手動微調至你所需剪下的位置。
4、踩下腳踏開關,直至板料剪段在鬆開,否則中途鬆開會自動抬起。
操作規程
為了保持橫剪機的精度,延長其使用壽命,以及保障人身和設備的安全,操作時必須嚴格遵守下列安全操作規程:
1.工作服穿戴整齊,女工應戴好工作帽。
2.開車前必須檢查工具機手柄及運轉部分是否正常。
3.材料要卡正、夾好、檢查校平矯直設備是否同步開啟。
4.裝好材料後,要對中心定位測定,檢查孔距是否正確。
5.必須停車變速。工具機運轉時,嚴禁用手去摸材料,不能用手去接觸模具及電機。
6.工具機導軌、模具上嚴禁放工、量具及手套等物品。
7.開機後不許離開工具機,要精神集中操作。
8.下班時,擦淨工具機,整理場地,切斷工具機電源。為工具機齒輪加油潤滑。
9.加工過程中,如發現工具機運轉聲音不正常或發生故障時,應立即切斷電源,診斷故障或通知廠商。
