
用途
管子鉗(PIPE WRENCHES)
用來擰緊或擰松電線管上的束節或管螺母,使用方法與活動扳手相同。
管子鉗:其他名稱:管子扳手。用途:用於緊固或拆卸各種管子、管路附屬檔案或圓形零件。為管路安裝和修理常用工具。其嵌體可鍛鑄製造外。另有鋁合金製造,其特點是重量輕,使用輕便,不易生鏽。
 管子鉗
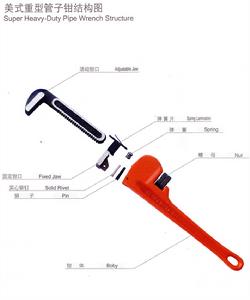
管子鉗管子鉗一般用來夾持和鏇轉鋼管類工件。廣泛用於石油管道和民用管道安裝。鉗住管子使它轉動完成連線。它的工作原理是將鉗力轉換進入扭力,用在扭動方向的力更大也就鉗得更緊。
工作原理
用鉗口的錐度增加扭矩,通常錐度在3-8度,咬緊管狀物。自動適應不同的管徑,自動適應鉗口對管施加應力而引起的塑性變形,在出現這種降低管徑的效應下,保證扭矩,不打滑。
管鉗規格
 管鉗
管鉗| 規格 | 基本尺寸 | 偏差 | 最大夾持管徑MM |
| 6" | 150MM | ±3% | 20 |
| 8" | 200MM | ±3% | 25 |
| 10" | 250MM | ±3% | 30 |
| 12" | 300MM | ±4% | 40 |
| 14" | 350MM | ±4% | 50 |
| 18" | 450MM | ±4% | 60 |
| 24" | 600MM | ±5% | 75 |
| 36" | 900MM | ±5% | 85 |
| 48" | 1200MM | ±5% | 110 |
分類
管子鉗按其承載能力分為重級、普通級兩個等級;按重量分為加重型、重型、輕型;按款式分為英式、美式、德式、西班牙式、偏斜式、鏈條、鷹嘴雙柄管子鉗等;按柄部材質分為鋁合金管子鉗、鑄鋼管子鉗、瑪鋼管子鉗、球鐵管子鉗等。
硬 度
管子鉗各零件的熱處理硬度按下表規定:
| 零件部位 | 鉗口齒部 | 鉗口螺紋部 | 調節螺母 | 彈簧 |
| 硬度 | ≥HRC47 | ≥HRC30 | ≥HRA71 | |
淬火處理
淬火是使鋼強化的基本手段之一,將鋼淬火成馬氏體,隨後回火以提高韌性,是使鋼獲得高綜合機械性能的傳統方法。
將金屬工件加熱到某一適當溫度並保持一段時間,隨即浸入淬冷介質中快速冷卻的金屬熱處理工藝。常用的淬冷介質有鹽水、水、礦物油、空氣等。淬火可以提高金屬工件的硬度及耐磨性,因而廣泛用於各種工、模、量具及要求表面耐磨的零件(如齒輪、軋輥、滲碳零件等)。通過淬火與不同溫度的回火配合,可以大幅度提高金屬的強度、韌性下降及疲勞強度,並可獲得這些性能之間的配合(綜合機械性能)以滿足不同的使用要求。另外淬火還可使一些特殊性能的鋼獲得一定的物理化學性能,如淬火使永磁鋼增強其鐵磁性、不鏽鋼提高其耐蝕性等。淬火工藝主要用於鋼件。常用的鋼在加熱到臨界溫度以上時,原有在室溫下的組織將全部或大部轉變為奧氏體。隨後將鋼浸入水或油中快速冷卻,奧氏體即轉變為馬氏體。與鋼中其他組織相比,馬氏體硬度最高。淬火時的快速冷卻會使工件內部產生內應力,當其大到一定程度時工件便會發生扭曲變形甚至開裂。為此必須選擇合適的冷卻方法。根據冷卻方法,淬火工藝分為單液淬火、雙介質淬火、馬氏體分級淬火和貝氏體等溫淬火4類。
管子鉗經過淬火之後使管子鉗的剛度、強度都提高了,從而更加耐用,質量更高。
淬火已成為現代工業中一種不可缺少,而且日益重要的加工工藝方法。因此感應淬火設備的發展也是日益壯大。選用好的淬火設備,能使工作事半功倍。常用管子鉗淬火設備有以下幾種
 超音頻淬火設備
超音頻淬火設備超音頻淬火設備
| 型 號 | WH-VI-16 | 輸入功率 | 16kw |
| 電 源 | 單相220V | 電 壓 | 180-250V |
| 冷卻水壓 | 0.1Mpa | 輸入電流 | 42A |
| 水溫保護 | 55℃ | 效率 | 90% |
| 振盪頻率 | 10-80KHz | 冷卻水壓 | 0.1Mpa |
| 外形尺寸 | 500×240×450 mm³ | 重量 | 20kg±5% |
 高頻淬火設備
高頻淬火設備高頻淬火設備
| 型號 | WH-VI-50 | 輸入功率 | 50KW |
| 輸入電壓 | 342V-430V | 最大輸入電流 | 75A |
| 冷卻水流量(主機) | 20L/min(0.1mpa) | 冷卻水流量(變壓器) | 18L/min(0.1mpa) |
| 振盪頻率 | 15-35KHZ | 冷卻水壓 | 0.1-0.3Mpa |
| 主機體積 | 590×450×780mm3 | 變壓器體積 | 420×355×450mm3 |
| 主機重量 | 55±5%kg | 變壓器重量 | 35±5%kg |
 中頻淬火設備
中頻淬火設備中頻淬火設備
| 型號 | GS-ZP-200 | 輸入功率 | 200KW |
| 最大輸入電流 | 300A | 工作電壓 | 342-430V |
| 振盪頻率 | 2-4KHz | 進水口水壓 | 0.2-0.5Mpa |
| 主機體積 | 810*530*1780 | 分機體積 | 500*800*580 |
| 水溫保護點 | 50℃ | 機身顏色 | 灰色+白色 |
 淬火工具機
淬火工具機淬火工具機
| 最大淬火長度 (mm) | 4000 | 最大迴轉直徑 ( mm) | ≤φ500 |
| 工件移動速度 ( mm/s) | 2-60 | 鏇轉速度 (r/min) | 25-125 |
| 頂尖移動速度 ( mm/min) | 480 | 工件重量 ( kg) | ≤1500 |
| 輸入電壓 ( V ) | 三相380 | 電機總功率 ( kw) | 3 |
包裝及運輸
小規格的管子鉗先用防潮紙包好,然後裝入紙盒內;大規格的管子鉗先用防潮紙包好,然後裝入紙袋內;最後均裝入襯有防潮紙的紙箱或木箱中。外包裝箱要適於遠途運輸。儲運時應注意防潮、切勿雨淋。
檢驗項目
管子鉗的檢驗標準為:GB8406、SN0032。
(1)硬度檢驗
(2)強度試驗
(3)裝配性能檢驗:管子鉗的活動鉗口與鉗套或鉗柄體孔的兩側面配合間隙應符合標準規定,150-250mm管子鉗間隙應≤1.4mm;300-600mm管子鉗間隙應≤1.7mm。900-1200mm管子鉗間隙應≤2.2mm。
將活動鉗口張至最大工作狀態時,用手力按工作方向扳動活動鉗口,鬆開後活動鉗口應能恢復至裝配狀態。
用於調螺母時,活動鉗口在全行程內應移動靈活。鉗口夾持工件並承載時不得滑動。
(4)表面質量檢驗:管子鉗不得有紋、毛刺、表面不應有明顯的氧化皮、砂眼、氣孔等缺陷。鉗口兩側加工面的表面粗糙度Ra值應不大於3.2μm,其餘部位的加工表面粗糙度Ra值應不大於12.5μm。鉗柄體的表面塗層應均勻、色澤一致,無明顯流痕、脫層等缺陷。
(5)外形尺寸檢驗
注意事項
管鉗使用注意事項:
 管子鉗
管子鉗(1)要選擇合適的規格;
(2)鉗頭開口要等於工件的直徑;
(3)鉗頭要卡緊工件後再用力扳,防止打滑傷人;
(4)用加力桿時,長度要適當。搬動手柄時,注意承載扭矩,不能用力過猛,防止過載損壞;
(5)管鉗牙和調節環要保持清潔;
(6)一般管子鉗不能作為錘頭使用;
(7)不能夾持溫度超過300℃的工件。
