
摘要
等離子-MIG/MAG複合熱源焊接技術是將等離子弧與MIG/MAG電弧有機複合形成的一種高效優質、低成本的焊接新技術。一體化的焊槍及等離子電源可以與目前常用的MIG/MAG電源簡單組合使該技術具有廣泛的套用前景。本文介紹了等離子-MIG/MAG複合熱源焊接技術的技術原理、工藝與裝備特點及其工業套用。
前言
當前各種複合熱源的焊接工藝方法越來越成為焊接技術研究與套用的熱點,美國焊接學會將“複合焊接”定義為:將兩種明顯不同的焊接工藝方法組合為一種焊接工藝方法。本文主要介紹等離子-MIG/MAG複合熱源焊接工藝方法,也稱之為SUPER-MIG/MAG。
SUPER-MIG是把等離子和 MIG/MAG這兩種通用的焊接工藝方法組合成一種複合熱源焊接工藝。這種新的焊接技術,能夠代替或改善絕大多數常規 MIG、MAG、TIG、埋弧焊、等離子焊等焊接工藝,並且還可用於連續搭接焊、縫焊/點焊組合等,適合多種金屬材料焊接。
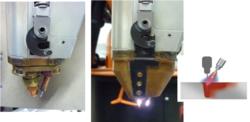
SUPER-MIG/MAG將MIG/MAG和等離子結合在一把焊槍內,系統兼容現有的MIG/MAG焊接系統,適合於自動化(機器人)焊接,圖1為典型的SUPER-MIG/MAG機器人焊接系統。主要包括:一體化焊槍、控制主機(包括等離子電源)、常規 MIG/MAG 電源和送絲裝置、焊槍自動清理裝置及焊接機器人。
SUPER-MIG/MAG 技術原理
 典型系統
典型系統SUPER-MIG/MAG焊接系統的焊槍是MIG/MAG焊槍與等離子焊槍的一體化設計,焊槍內包含等離子電極,該電極在焊接前緣位置形成等離子弧,並在母材內生成匙孔,MIG/MAG電弧與等離子弧形成複合熱源,焊絲連續熔化並填充熔池。因此,這種等離子-MIG/MAG複合熱源焊接工藝方法不僅擁有等離子焊熔深大的特點,而且還具備 MIG/MAG焊接熔敷效率較高的特點。 圖1 SUPER-MIG/MAG機器人焊接系統
在焊接過程中,在等離子弧和MIG/MAG電弧的作用下,焊絲加熱並熔化,形成金屬熔滴進入熔池。在SUPER-MIG/MAG技術中等離子弧為負極和 MIG/MAG為 正極,電流通過兩個電極相互作用產生電磁力 F(見圖2所示),電磁力 F 牽引等離子弧向焊接熔池前方移動,而且等離子弧在高速焊接過程中尾隨焊槍軸線。增加了等離子弧的剛度和穩定性,進而大幅提升了焊接熔深和焊接速度,飛濺也得到控制。
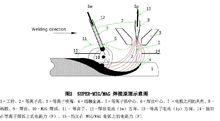 焊接方式圖
焊接方式圖SUPER-MIG/MAG技術還套用了獲得專利的SoftStart(TM) 引弧技術,消除了在引弧過程中所產生的電磁干擾,大大增加了等離子電極的壽命。 圖2 SUPER-MIG/MAG焊接原理示意圖
1–工件、2–等離子流、3–等離子噴嘴、4–熔融金屬、5–等離子弧中心、6–焊絲中心、7 –電極之間的夾角、8 - 鎢極、9–焊絲、10–MIG 焊弧、11 - 等離子、12–焊絲電流(Iw)方向、13–等離子電流(Ip)方向、14–施加在等離子焊弧上的電磁力(F)、15–施加在 MIG/MAG 電弧上的電磁力(F)
SUPER-MIG/MAG複合熱源焊接技術的特點
SUPER-MIG/MAG複合熱源焊接技術相對傳統 MIG/MAG焊接技術具有以下主要特點:
--焊接速度快,是傳統MIG/MAG焊的2-3倍。
--與常規MIG/MAG相比,熔深更大。
--因焊接熱輸入較低,熱影響區較窄,不易造成零部件變形。
--焊接飛濺顯著減少。
--SUPER-MIG/MAG的焊接質量優良。
--可將等離子電源與傳統MIG/MAG電源有機組合,統一協調控制,使等離子-MIG/MAG複合熱源焊接技術成為傳統MIG/MAG的升級改造。
表1為一個汽車零件的SUPER-MAG與MAG焊接工藝參數。從表1可以看出在其它參數相同的條件下,SUPER-MAG焊的速度較與傳統MAG焊提高一倍。
| 接頭 類型 | 材料 | 焊絲 | 保護 氣體 | SUPER-MAG 焊接速度mm/min | MAG 焊接速度mm/min | 對比 |
| 搭接 | A36碳鋼 厚度:4mm | ER70S-6, 直徑1.2mm | Ar+ CO2(20%) | 1500 | 700 | 焊接速度提高1倍 |
| 角接 | 碳鋼,板厚:4mm,管子壁厚:3mm | E70S-3, 直徑0.9mm | Ar+ CO2(18%) | 840 | 360 | 焊接速度提高1.3倍 |
 角焊
角焊 熱輸入影響區
熱輸入影響區 大功率SUPER-MIG
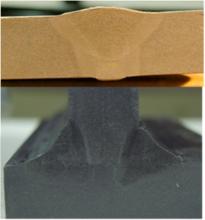
大功率SUPER-MIG圖3為採用SUPER-MAG焊完成的對接與丁字接頭,其中10mm厚板僅需焊接兩道,角接頭的熔深明顯大於傳統的MAG焊。表2 為1.6mm、2.0mm 和 3.0mm 鋼板在在確保焊透的情況下,MAG焊和SUPER-MAG焊兩種工藝方法焊接速度與焊接熱輸入對比。由此可見SUPER-MAG焊的優勢。圖4為採用MAG和SUPER-MAG焊接6mm碳鋼板時的焊接溫度場對比,從等溫曲線可以看出,SUPER-MAG的能量更加集中,這預示著焊接變形小,焊接效率高。大功率SUPER-MIG的開發,將常規MIG的焊接能力大幅度提高。
SUPER-MIG/MAG複合熱源合焊接技術的套用
 TIG
TIG 康明斯
康明斯 堆焊
堆焊1、在美國康明斯公司的排氣管自動焊車間,全面使用了SUPER-MAG,提高了生產效率,降低了生產成本。2、美國Babcock Power公司採用SUPER-MIG焊替代了原有的TIG焊,在保證焊接質量的同時,管子對接焊的效率提高了10倍。他們採用的SUPER-MIG對焊系統,可以將常規立式電弧堆焊效率提高1倍以上,堆焊速度30磅/小時。
 鋁合金
鋁合金3、目前,大功率的SUPER-MIG/MAG配合專門用於角焊縫的T型焊槍,正在20-50mm厚鋼板的焊接中推廣套用。在風力發電的塔柱焊接、大型船舶焊接、大型輸氣輸油管道焊接等方面,大功率的SUPER-MIG/MAG將更加體現高效優質技術優勢。4、SUPER-MIG使用了變極性等離子電源開發的鋁合金複合焊接系統,是一種低變形焊接技術,與常規MIG相比,焊接變形減小85%。
結論
(1)等離子-MIG/MAG複合熱源焊接技術是一種高效優質的焊接新技術,與傳統的MIG/MAG焊接技術相比,焊接速度提高1-2倍。
(2)該工藝方法可以實現低熱輸入的優質焊接,有利降低焊接變形。
(3)該工藝方法與常規MIG/MAG相比,熔深更大,質量更好。
(4)該焊接系統採用一體化的焊槍,並可將等離子電源與傳統MIG/MAG電源有機組合,統一協調控制,使等離子-MIG/MAG複合熱源焊接技術成為傳統MIG/MAG的升級改造,有利於降低新技術套用成本。
Investigation andapplication of plasma-MIG/MAG hybrid welding technology
DuBing Harbin Welding Institute, Harbin150080, China
Wang Changchun Beijing Golden BridgeMetallurgical Equipment Technology Ltd.
Beijing 100054,China
Abstract Plasma-MIG/MAG hybrid welding is high efficient,quality and low cost welding process which integrates Plasma and MIG/MAG intoone new welding technology. The feature of integrated welding gun andcombination of plasma power source with normal MIG/MAG power source makes itwide application. The paper presents the technical principle, equipment andindustrial application.
Keywords: plasma, hybrid power source, SUPER-MIG/MAG, Welding system
