原子發射光譜法中的碳電極與碳電弧
在發射光譜法中,樣品一般可直接置於光源中,使其轉化為蒸氣、原子化,並激發出它們的光譜;亦可利用化學(或物理)方法將其轉化為溶液或氣體,再引入光源。對直流電弧,最常用的方法是將粉末狀樣品直接裝入碳電極孔穴中進行蒸發,相應的電弧放電即為碳電弧。
碳電極有金剛石和石墨兩種晶形,除金剛石本身外,一切的碳都有層狀的石墨結構。光譜分析用石墨和碳電極都是石墨結構碳,但前者是有定向的而後者是無定形的。石墨電極質較軟,易於機械加工,導電導熱性較好,電極端溫度低。碳電極較堅硬,比較難加工,導電導熱性較差,電極端溫度較高。任何種晶形碳在溫度達3600℃時便會升華。
電極的形狀根據分析任務和方法而定,其類型很多,但對於非導體粉末樣品分析最常使用的幾種炭(或石墨)電極形狀如下圖所示。不同的電極形狀,將顯著影響電極頭溫度及電極的溫度分布。在電弧放電條件相同的情況下,電極孔徑越大,孔壁越厚,電極頭溫度越低,反之越高。對於頸式電極,由於減少了熱傳導,電極頭的溫度比一般電極高。孔穴中央帶有極芯的電極,可使電弧放電更穩定。小孔徑電極,套用在陰極層激發時,能有效地增強易揮發元素的分餾效應。
 幾種常用碳(或石墨)電極形狀
幾種常用碳(或石墨)電極形狀碳電弧弧焰特點
在燃弧和電極加熱以後,碳電極孔中的固體試樣迅速熔化,形成熔滴,物質蒸發,並進入弧焰。起初可看到進入電弧的物質數量迅速增加,之後由於熔滴的表面積減少而數量降低。石墨表面未被濕潤的,和在蒸發過程中成分未改變的物質蒸發曲線的特性列示於下圖。物質從相當深的孔穴中蒸發之前,發生電弧“空白”燃燒,此時電極逐漸燒光,孔底也就接近電極末端。物質隨著電弧。有效燃燒”不斷進入電弧,因為在燃燒過程,中試樣及孔底的溫度隨燃燒速度而升高,所以物質的進入亦隨之加快。電弧的空白燃燒是不希望出現的,但電極孔越深、孔壁越厚、電流強度越小,空白燃燒值也就越大,但這也取決於元素化合物的性質。
 試樣蒸發簡明曲線
試樣蒸發簡明曲線試樣的蒸發是與物質化學成分逐漸改變的複雜過程、元素進入放電區的速度變化和分餾過程同時發生的。不研究元素的蒸發過程和元素光譜的激發,以及影響這些過程的原因,不可能正確提出定量測定土壤和植物灰分中元素的方法。
吹氣碳電弧切割和刨削
吹氣碳電弧切割和刨削利用碳石墨電極與待加工金屬間弧光放電的熱量來熔化金屬,從而切割或去除金屬。壓縮空氣流將熔化的金屬吹離切縫或槽口。而它最常用的是焊接準備工作;除去有缺陷的焊縫;拆卸容器和鋼結構時除去焊縫和附屬檔案;從鑄件上除去澆口、冒口和缺陷。該工藝可以切割幾乎所有的金屬因為它不靠氧化來維持切割過程。一個夾具夾緊碳石墨電極在平行於吹氣流的位置上,氣流從電極夾具的孔中流出,吹走電弧後立即熔化的金屬。電極夾具上有一個氣流控制閥、一個氣嘴、一根電纜線。電纜與焊機連線;氣嘴與壓縮氣源連線。填土所示為吹氣碳電弧切割的原理。
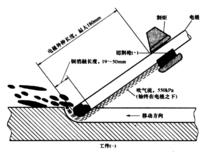 吹氣碳電弧切割原理
吹氣碳電弧切割原理等離子弧切割能用於任何金屬的切割。最主要用於碳素鋼、鋁和不鏽鋼。它還能用於疊層板的切割、在中厚板上開出坡口、仿形切割和開孔。在疊層板切割時,鋼板應該儘量夾緊在一起。然而,與氧氣切割相比,等離子弧切割一般可以容許碳素鋼板之間有相對寬些的縫隙。當等離子弧切割速度較高時,頂板的變形就小。幾塊厚1.5~6mm(1/16~1/4in)的板,疊起來切割比較經濟。
仿形切割時,等離子弧切割炬被裝在仿形機上,與氧氣切割時的形式類似。等離子弧仿形切割機的運行速度一般高於氧氣仿形切割機。由於切割作用會產生的煙氣和熱量,所以等離子弧仿形切割機有時會使用水台。但水只是接觸鋼板的底部,當切縫底部出現煙氣、熔渣和渣滓時立即清除。水台還有助於降低噪聲。
吹氣碳電弧刨削的低熱輸入,可以使該工藝理想地用於在高強度鋼材上做焊接準備和焊縫去除。該工藝中,基體金屬的溫度上升很少,在大多數情況下僅約80℃(150℉)。
