
簡介
 溫控器
溫控器硫化機功能完善,結構緊湊,具有定時鎖模、自動補壓、自動控溫、自動計時、到時報警等功能,熱板表面溫度均勻,控溫精確,溫控器能準確記錄溫度數據,保壓穩定可靠,操作安全方便等特點,使用本機能保證製品質量,提供生產效率,獲得顯著的經濟效益。
特別提示(系統壓力相對較低的液壓機械最符合安全、持久、低成本的運營商使用)
| 公稱合模力 | Total pressure | 1.00MN | 2.00MN | 3.00MN |
| 液壓系統壓力 | Max. Hydraulic Pressure | 16MPa | 16MPa | 16MPa |
| 柱塞最大行程 | Plunger Stroke | 300mm | 300mm | 300mm |
| 柱塞直徑 | Plunger Diameter | 300mm | 400mm | 500mm |
| 快速上升速度 | Speed of Closing | 15mm/s | 15mm/s | 15mm/s |
| 快速下降速度 | Speed of Opening | 22mm/s | 22mm/s | 22mm/s |
| 熱板溫差服務 | 1-3° | 1-3° | 1-3° | |
| 熱板尺寸 | Platen Size | 600×600X60mm | 800×800X60mm | 1000×1000X60mm |
| 加熱平板間距 | Daylight Opening | 300mm | 300mm | 300mm |
| 總加熱功率 | Total heating power | 8.4kw | 12kw | 12kw |
| 工作溫度 | Max. Temperature | ≤200℃ | ≤200℃ | ≤200℃ |
| 電動機功率 | Pump Power | 2.2kw | 3kw | 5kw |
| 外形尺寸 | Overall Dimension (L×W×H) | 1540×1750×1870mm | 1800×1620×2200mm | 2000×2500×2200mm |
| 重量 | Weight | ≈3.5t | ≈6t | ≈9t |
性能介紹
 硫化機
硫化機2、液壓缸採用ZG270-500材料,柱塞採用質地密實的冷硬合金鑄鐵,鑄後精磨而成;液壓缸的密封形式為YX型密封圈。
3、熱板鍋邊採用液壓自動頂鐵,在四個油缸的作用下熱板兩側的墊鐵同時進退;熱板兩端設有防墊鐵重疊裝置。
4、熱板的每個加熱區都設有一組調節溫度的閥組,在PLC的控制下,保證熱板的各個加熱區溫度均勻一致。
5、液壓系統:使用國內外知名品牌的液壓站,在PLC的控制下,可實現自動:合模、排氣、開模卸荷。
6、機械同步平衡機構:在平台的下方有一貫穿機組的同步軸,軸的兩端設有齒輪齒條,保證平台水平升降。
7、合模導向裝置:在下墊台的兩側設有合模導向裝置,框板與平台安裝導向座,導向座加工斜面,可通過頂絲調整斜面距離。
8、開模助力機構:開模時設在平台下面的四個油缸動作,將平台強行拉下,防止粘鍋開不開模現象。
保養時應注意
1、硫化機存放環境應保持乾燥、通風良好,避免因潮濕導致電器線路潮濕;2、不要在雨天在室外使用硫化機,防止電控箱及加熱板進水;
3、如果工作環境潮濕、多水,在拆卸搬運硫化機時,應在地面用物品墊高,不要讓硫化機同水直接接觸;
4、如果在使用過程中,因操作不當導致加熱板進水,應首先聯繫廠家進行維修。如果需要進行應急搶修,可將加熱板上蓋板打開,先將水倒出,然後將電控箱設定為手動操作,加溫到100℃,保持恆溫半個小時,將線路烘乾,在在手動狀態下進行皮帶膠接。同時應及時聯繫生產廠家,進行線路的整體更換;
5、硫化機在較長時間內不需要使用的情況下,應每隔半個月對加熱板進行加熱(溫度設定在100℃),保持溫度半個小時左右;
6、每次使用結束後,應當將水壓板內的水放乾淨,尤其是冬季,如果水不能放乾淨,往往導致水壓板膠皮過早老化,水壓板使用壽命降低;
正確的放水方式是,在硫化保溫結束後,硫化機未拆卸前進行。如果在機器拆卸後放水,有可能導致水壓板內的水無法徹底排出。
操作流程
1、實驗前,檢查油箱裡是否達到所需刻度,然後開機檢查各部件是否工作正常,立柱(框板)是否潤滑。2、預熱時注意熱板溫度,如達不到要求,須在指導老師的指導下進行調節,嚴禁私自亂動。
3、將模具放置熱板間時應防止燙傷或壓傷事故,不可在熱板上升時放入模具。
4、在模具裝料後應置平板中間,人要站在操作台中央。合模後達到要求壓力時,關閉電機,達不到要求須請指導老師調節,不可私自亂動。
5、取模具要用鐵鉤,防止壓傷手。開模遇有製品粘模具,敲擊開模工具當心敲手,防止模具落地或砸傷腳。
6、機台出現故障,必須立即切斷電源,並向老師報告,嚴禁私自拆各部件。壓壞模具,嚴禁私自處理。
7、實驗結束後切斷電源,打掃衛生,經指導老師檢查後填寫使用記錄。
用途
平板硫化機適用於硫化鋼絲繩芯輸送帶。故障解決方案
軸頭磨損
 高分子材料治理硫化機磨損
高分子材料治理硫化機磨損焊縫滲漏
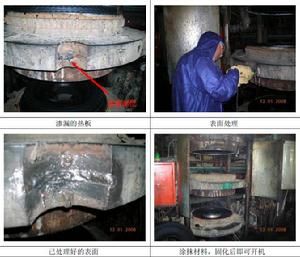 高分子材料治理硫化機滲漏問題
高分子材料治理硫化機滲漏問題底板腐蝕
硫化機底板多為普通碳鋼,輪胎靠高溫蒸汽進行硫化,此過程中冷凝的部分水滲透到底板表面,造成底板表面局部腐蝕後凹凸不平。由於底板表面腐蝕嚴重,與隔熱板表面不能保證嚴密配合,在較大壓力下極易造成隔熱板破損。傳統方法多堆焊後重新機加工或者更換新設備為主,目前則可以採用高分子複合材料進行現場修復。由於材料具有極好的粘著力、良好抗腐蝕性,良好抗壓強度,可有效的解決硫化機底板在運行過程中冷凝水對底板腐蝕造成凹凸不平,從而避免隔熱板的破壞,為用戶設備正常運行、安全生產提供了良好的保障蒸汽疏水閥
選擇方法
(1)排放飽和水的能力和過冷度。(2)選擇可用於過熱蒸汽的疏水閥。
使用方法
蒸汽疏水閥的動作正常與否,在很大程度上影響著蒸汽使用設備,包括硫化機在內的性能和效率。同時,也影響這些設備的使用壽命,有時還會帶來意外的惡性事故,給企業造成巨大損失。因此,選擇好疏水閥十分重要,應從下列疏水閥的性能招標中選擇:(1)排放飽和水的能力和過冷度
蒸汽放出熱量後變為飽和水。如果疏水閥可將飽和水排出,新鮮的蒸汽及時補充進硫化機使得設備始終保持在較高的溫度下,可提高生產效率和產品質量。自由浮球式,槓桿浮球式,浮桶式疏水閥都可排飽和水,過冷度為0-2℃。
過冷度是指疏水閥能連續排放熱凝結水的溫度與相應壓力下飽和溫度之差的絕對值。排放飽和水的疏水閥可以在C點排水,不能排飽和水的疏水閥只能在E點排水,C點與E點之間的溫差叫過冷度。
圓盤式、雙金屬片式、波紋管式等疏水閥由於過冷度較大不能排放飽和水不適用於硫化機。
(2)疏水閥的背壓率也是影響疏水閥工作的重要指標。背壓率高,可以在回收凝結水時在背壓較高的情況下仍可以正常工作。
(3)疏水閥具有止回功能,可使單台的硫化機停止工作時防止冷凝水倒流對硫化機造成不利影響,造成故障,影響使用壽命。
(4)選擇可用於過熱蒸汽的疏水閥。
(5)能夠連續排水,且排水量大、使用壽命長的疏水閥。選好蒸汽疏水閥可節約大量能源和資金,當然也許一次性投資大一些,但從長遠來看是合算的,既可以保證產品質量,又可以大大提高工作效率。
液壓機械
由於機械式硫化機本身結構的原因,機械式硫化機存在如下問題:1、連桿、曲柄齒輪等主要受力件上的運動副,是由銅套組成的滑動軸承,易磨損,對精度影響較大;
2、上下模受到的合模力不均勻,對雙模輪胎定型硫化機而言,兩側受力,大於兩內側的受力;
3、上下熱板的平行度、同軸度,機械手卡爪圓度和對下熱板內孔的同軸度等精度等級低,特別是重複精度低;
合模力是曲柄銷到達下死點瞬間由各受力構件彈性變形量所決定的,而溫度變化使受力構件尺寸發生變化,合模力也隨之發生變化,因此生產過程中溫度的波動將造成合模力的波動。
液壓式硫化機結構上具有如下特點:
1、機體為固定的框架式,結構緊湊,剛性良好,在大合模力作用下變形小,有利於輪胎壽命和輪胎質量。雖然液壓式硫化機也是雙模腔,但從受力角度看,只是兩台單模硫化機連結在一起,在合模力作用下,機架微小變形是以模具中心線對稱的;
2、各動作快速平穩,大大減少了硫化機輔助時間;
3、機器精度高,大大提高輪胎定型精度。開合模時,上模部分僅作垂直上下運動,可保持很高的對中精度和重複精度;另一方面,對保持活絡模的精度也較為有利;
4、上下合模力受力均勻,不受工作溫度影響;
5、機器的左右機架可以各配一套控制系統,可進行單獨控制,獨立工作;
6、器各動作簡單有效,在用戶使用過程中,基本上沒有易損件,備件需要更換,也不需要機械式硫化機那樣定期中修、大修,大大減少了用戶運行成本,增加了設備使用率。
硫化機模板控溫:
平板硫化機油加熱器特點:
1電腦觸摸式控制,操作簡單易懂。
2日本進口微電腦雙組P.I.D溫度控制表,觸摸式內儲、自動演算,省電35%以上。
3安全保護及故障指示系統完善。
4進口高級組件,使用年限長。
5升降溫速度快,溫度精確穩定。
6獨特的雙功率加熱設計,適合不同溫控場所使用,節能效果明顯。
7不鏽鋼一體成型,管損小,加熱均勻。
8開機自動排氣功能。
9模具回油溫度檢測表。
