目錄
一、概述
二、參數說明
三、性能特點
四、使用範圍
五、維護保養
六、操作規程
參數說明
1.硫化壓力:1.0-2.0mpa;
2.硫化溫度:145℃;
3.硫化板表面溫差:±3℃;
4.升溫時間(常溫到145℃)不大於50min;
5.電源電壓:380v.50Hz;
6.電控箱輸出功率:36Kw;
7.溫度調節範圍:0~200℃;
8.計時調節範圍:0~59min;
 溫度調節
溫度調節9.上下加熱板加壓0.8mPa後其縫隙,不大於0.5mm
性能特點
自動開模平板硫化機集各種橡膠硫化工藝所需的預壓、自動放氣、保壓硫化、自動出模、自模、自動掀模自動頂出製品等功能於一體。採用PLC可程式控制器.
1.採用PC或人工控制,性能可靠,自動化程度高。能自動識別錯誤命令,避免由於錯誤操作引起的事故。
2.可鎖定預先編制的工藝程式,是操作者無法擅自改變,以保證壓製品的質量。
3.具有定時開模,自動放氣,自動補壓等功能。
4.手動、自動、電動三種操作模式可供選擇。
5.電加熱式壓機採用數顯(指針式)控溫,控制並顯示加熱板溫度。
使用範圍
該產品使用廣泛,可適用於冶金、化工、金屬礦山、電廠、港口、碼頭等現場膠接輸送機的運輸接頭。硫化膠璉拉力強度不小於原帶的90%,接頭光滑,而且能減少對滾筒的磨損和延長輸送及橡膠輸帶的使用壽命。
維護保養
1、在使用之前,應檢查熱板的絕緣電阻,若過低,應先通電烘乾,直到絕緣值達到50MPa以下,方可使用;
2、在使用搬行過程中應輕拿輕放,文明操作;
3、若在野外作業應有可靠的防雨、防水手段,以免被雨水侵襲受潮。
4、當使用其所長完畢,應放置在空氣流通,相對濕度不大於85%,並不受雨侵襲的倉庫內,下面枕木墊起,嚴禁接放置在地面上。
操作規程
(1)、將單根下機按圖3所示形式擺好;
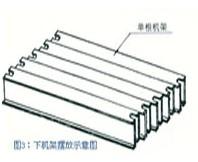 皮帶硫化機
皮帶硫化機(2)、按圖4所示,先將壓力裝置(水壓板)放在已擺放好的下架機上面;再將下電熱板放在其上。三者對齊後,在下電熱板上面鋪滿塑膠薄膜(或撒滿滑石粉);
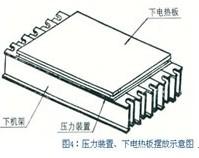 皮帶硫化機
皮帶硫化機(3)、將已加工好和處理好,並已填好膠料的膠帶接頭放置在下熱板上面;找準中心線後,對膠帶兩邊用夾墊板和夾緊機構固定。其形式如圖5所示;
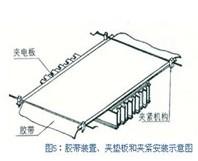 皮帶硫化機
皮帶硫化機(4)、在膠帶接頭上面。與下電熱板對應的位置,鋪滿塑膠薄膜(或撒滑石粉),然後按順序在其上放置上電熱板和隔熱板。其形式如圖6所示。注意:多台硫化機並列工作時,在下電熱板接縫處墊以0.2x50x接縫長的薄金屬板。
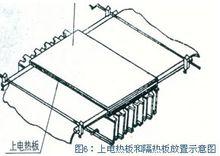 皮帶硫化機
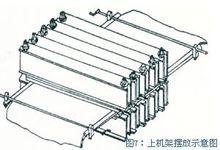
皮帶硫化機(5)、將上機架按圖7所示擺放在隔熱板上,並與下機架找正、對齊。
 皮帶硫化機
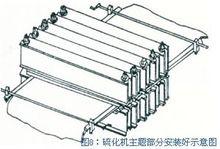
皮帶硫化機(6)、按圖8,將預緊螺栓、墊圈和螺母安裝在上、下機架兩端長形孔內,並用扳手擰緊螺母。此時,硫化機主體部分安裝完畢。
 皮帶硫化機
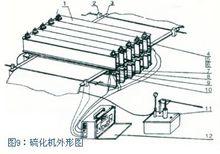
皮帶硫化機(7)、按圖9,將加壓泵系統的快速接頭與壓力裝置進水孔相接,將一次電源導線相應地插在電熱控制箱的插座上,二次導線的一端插在電熱控制箱的插座上,另一端插在電熱板上;將熱電阻(或熱電偶)導線的相應地插在電熱控制箱的插座上,另一端插入電熱板的測溫孔內。這時,硫化安裝全部完畢,準備加壓、加熱的定時操作。
 皮帶硫化機
皮帶硫化機皮帶硫化機操作程式:
 皮帶硫化機
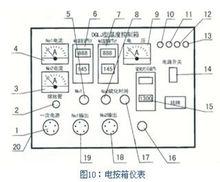
皮帶硫化機1、一次電源 2、熔絲管 3、下板電流指示 4、上板電流指示
5、上板控制開關 6、上板溫度儀 7、下板溫度儀 8、下板控制開關
9、電壓指示 10、上板加溫指示 11、下板加溫指示 12、硫化結束指示、
13、一次電源指示 14、空氣漏電自動開關15、記時計 16、手動/自動開關
17、硫化時間開關 18、下板電源 19、上板電源 20、接地螺絲
撥動6,7上指拇輪設定硫化溫度(145℃)調節15設定硫化保溫時間;17置於(OFF)的位置;接通電源,13亮。合上14,10有讀數指示;旋轉5、8、10、11,分別亮,6、7綠燈亮用試壓泵將水注入水壓板到硫化設定水壓。當溫度到設定值時10,11燈滅,6,7綠燈滅、紅燈亮,當6,7紅燈全部亮後,將17置於“ON”位置。(此時開始恆溫到硫化結束)。15預設時間,二次電源自動斷開,12亮,硫化結束。如果在硫化過程中,某儀表損壞,可旋轉6至手人控制5、8保持恆溫,從而完成成硫化工作。手動位置時,漏電保護不起作用,總接地線必須可靠牢固。
 皮帶硫化機
皮帶硫化機