
基本介紹
 破碎機錘頭
破碎機錘頭破碎機錘頭,準確的定義應該是錘式破碎機錘頭,錘頭是錘式破碎機核心零部件之一,排列在破碎機轉子的錘軸上,錘頭在破碎機高速運轉時直接打擊物料,最終破碎成合適的物料粒度。市場上的破碎機錘頭根據製造工藝可以分為兩種:鑄造和鍛造,但是他們的耐磨程度是不一樣的。由於破碎物料,頭部需要良好的耐磨性而柄部又需要足夠韌性,通常用合金鋼、高錳鋼、鑄鋼加高鉻鑄鐵雙金屬複合等材料用鍛造或鑄造方法一次成型,配上相應的熱處理工藝就比較經濟一點,破碎機錘頭根據材質可以分為種:高錳鋼錘頭、雙金屬錘頭、複合錘頭、大金牙錘頭、中鉻合金錘頭,硬質合金錘頭等.主要因素是二氧化矽的含量,現代工業下的技術表明:採用硬質合金錘頭在耐磨性上表現良好。
分類
鍛造錘頭
鍛造破碎機錘頭適用於破碎鵝卵石、煤矸石、石灰石等。鍛造破碎機錘頭採用優質火車輪轂鋼(材料65Mn,抗衝擊性好,韌性強,耐磨性好,不易折斷)利用鍛壓機械對金屬坯料反覆鍛打,使其產生變形以獲得具有一定機械性能、一定形狀和尺寸,在經過特殊的淬火熱處理方法,保證錘頭工作區域得到高硬度,高耐磨的性能。通過鍛造能消除金屬在冶煉過程中產生的鑄態疏鬆等缺陷,最佳化微觀組織結構,同時由於保存了完整的金屬流線,鍛件的機械性能一般優於鑄件。鍛造錘頭因為價格便宜,經濟耐用等特點深受廣大用戶青睞。
高錳鋼錘頭
合金化高錳鋼耐磨錘頭、質量可靠,耐磨性為傳統高錳鋼的三倍,該破碎機錘頭廣泛套用於國內新乾法水泥生產線所配套的大型石灰石破碎機。
Mn13,Mn13Cr2和Mn18Cr2.適用於大、中型破碎機齒板、軋臼壁、破碎壁和大型挖掘機斗齒等強衝擊工況。也可做球磨機、半自磨機、自磨機襯板。
隨著耐磨材料的不斷發展,高錳鋼已漸漸不適合現代鑄造業的發展。被鉻鉬合金鋼、高鉻鑄鐵和鎳硬鑄鐵代替。但是高錳鋼的高韌性特點是其他耐磨材料無法比擬的 。
高錳鋼破碎機錘頭韌性好,工藝性好,價格低,其主要特點是在較大的衝擊或接觸應力的作用下,表面層將迅速產生加工硬化,其加工硬化指數比其它材料高5—7倍,耐磨性得到較大的提高。但是高錳鋼破碎機錘頭對破碎機整體性能要求較高,如果在實際工作中物理衝擊力不夠或接觸應力小,則不能使表面迅速產生加工硬化,從而發揮不出其應有的耐磨性。所以望廣大客戶使用前應根據設備實際參數選用,必要時可以對設備改造,使其發揮最大經濟效益。
高鉻合金錘頭
高硌合金破碎機錘頭硬度優良,是一種優質的耐磨材料,在有支持錘架的細碎機(第三代制砂機)和反擊式破碎機上得到了廣泛套用,但高鉻合金韌性較差,在沒有錘架支撐的情況下容易發生斷裂。高鉻複合錘頭,即錘柄使用高錳鋼,錘頭工作區使用高鉻合金,將兩者複合起來,使錘頭頭部具有高硬度,而錘柄部具有高韌性,充分發揮兩種材料的各自優點而克服單一材料的缺點,滿足錘頭使用性能要求。特別適用於破碎高硬度物料,如石英石、玄武岩等。但其製造工藝複雜,工藝要求較嚴格,價格較高。
硬質合金錘頭
硬質合金錘頭與其它材質相比,具有更高的硬度、抗彎強度及衝擊、抗熱疲勞人形,熱硬度好、低成本等特點,解決了高錳材質易出現的裂紋、脫焊、崩口、掉塊等等問題,。
1、超高耐磨性能,是高錳鋼錘頭的20倍以上
2、具有良好的抗機械衝擊、熱衝擊性能。
3、適用範圍廣,基本上可以適應於所有的破碎行業.
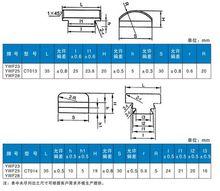 硬質合金錘頭參數
硬質合金錘頭參數錘頭改良
在錘式破碎機錘頭厚度上增加了15mm,其端部寬度增加了20mm,懸掛孔到端部的長度增加了10mm,懸掛處外圓的半徑由90mm變為75mm.
損壞原因
破碎機錘頭容易發生斷裂和磨損,造成原因有多種:
1.進料尺寸嚴重超出了最大限定的尺寸。
2.錘頭鑄造時,質量有誤差。
3.沒有及時清理破碎機內部的積料,再次啟動時使錘頭受到嚴重的磨損。
性能特點
1.對物料的衝擊力增加了。因為錘式破碎機錘頭的重心在迴轉半徑徑向上外移,錘頭在運轉中線速度加大。錘式破碎機錘頭對物料的衝擊功增加了,從而改善了破碎效果。
2.錘式破碎機錘頭的有效磨損量增加了。錘頭單重一般按27千克算,有效磨損量占三分之一,即9千克。改進後的結構總重量變化小,有效磨損量達16千克。改進後一套的錘頭相當於改進前的兩套,降低了使用成本。
3.降低了出料粒度,提高了台時產量。改進後,懸掛孔到錘頭端部長度由350毫米到360毫米,迴轉直徑大約1250到1270毫米,錘式破碎機錘頭到殼板間隙由25毫米減小到15毫米。故可使出料粒度,由原來的20毫米以下,25%的粉狀物,變為8—10毫米,60%的粉狀物,大大改進了破碎機的破碎效果,從而提高了台時產量。
4.改善了粉磨效果。石灰石等物料經二次破碎後,要從能量消耗和效率上研究,破碎比研磨效率高,電耗小。所以,要求並希望石灰石多破碎,少研磨。出料粒度8—10毫米,60%的粉狀物,極大改善了粉末機的生產效果。產量由每小時12噸提到每小時16噸,降低了生料的生產成本。
錘頭鍛造
錘頭鍛造,就是將金屬加熱溫度達700—1300℃,利用鍛壓機械對金屬坯料施加壓力,使其產生塑性變形以獲得具有一定機械性能、一定形狀和尺寸鍛件的加工方法。鍛壓(鍛造與衝壓)的兩大組成部分之一。通過鍛造能消除金屬在冶煉過程中產生的鑄態疏鬆等缺陷,最佳化微觀組織結構,同時由於保存了完整的金屬流線,鍛件的機械性能一般優於同樣材料的鑄件。相關機械中負載高、工作條件嚴峻的重要零件,除形狀較簡單的可用軋制的板材、型材或焊接件外,多採用鍛件。
化學元素
| 化學成分 | Si | Mn | Cr | S | P |
| 0.15-0.37 | 0.6-1.2 | ≤0.25 | ≤0.04 | ≤0.04 | |
| 鋼球表面硬度 | 50-60(H R C) | ||||
| 鋼球衝擊韌性 | ≧12(j/cm2) |
特點
1.把加熱後的金屬材料鍛造成各種形狀的工具、機械零件或毛坯,謂之鍛造。鍛造可以改變金屬材料內部組織,細化晶,提高其機械性能。
2.鍛造生產必須使用加熱設備、鍛壓設備以及許多輔助工具。
3. 鍛壓設備主要有蒸汽錘、空氣錘、模鍛錘、機械錘、夾板錘、彈簧錘、皮帶錘、曲柄壓力機、摩擦壓力機、水壓機、擴孔機、輥鍛機等。
錘頭材質
一般來說,硬度越大的錘頭其耐磨性也愈大。要提高錘頭的耐磨性,就要增加其硬度,但隨著硬度的提高,錘頭的抗衝擊韌性就會降低。因此,如何兼顧錘頭適宜的硬度和良好的抗衝擊韌性是提高錘頭耐磨性的關鍵。錘頭常用的材料有: 高錳鋼 、高鉻鑄鐵、低碳合金鋼。高錳鋼韌性好,工藝性好,價格低,其主要特點是在較大的衝擊或接觸應力的作用下,表面層將迅速產生加工硬化,其加工硬化指數比其它材料高5—7倍,耐磨性得到較大的提高。但如果使用巾衝擊力不夠或接觸應力小,則不能使表面迅速產生加工硬化,高錳鋼的耐磨性就不能充分發揮。高鉻鑄鐵是一種具有優良抗磨性能的耐磨材料,但韌性較低,易發生脆性斷裂。為了使高鉻鑄鐵錘頭安全運行,人們開發了複合錘頭,即將高鉻鑄鐵鑲鑄在高錳鋼或低合金鋼錘頭頭部,或者錘頭工作部分採用高鉻鑄鐵,錘柄部分採用碳鋼,將兩者複合起來,使錘頭頭部具有高硬度,而錘柄部具有高韌性,充分發揮兩種材料的各自優點而克服單一材料的缺點,滿足錘頭使用性能要求。但其製造工藝複雜,工藝要求較嚴格。低碳合金鋼主要為含鉻、鉬等種元素的合金結構鋼,硬度高、韌性好,其基體組織有馬氏體,貝氏體或貝氏體+馬氏體複合組織。錘頭硬度為HRC 45左右,衝擊韌性d。≥15 J/耐。在同等工作條件下,其使用壽命至少比高錳鋼錘頭提高I倍以上。但錘頭的調質熱處理是關鍵,調質熱處理後不僅要求整體抗拉強度達850 MPa以上,而且要求有相當的塑性和韌性。
製造質量
錘頭的製造工藝也是決定其使用壽命的關鍵因素。如果錘頭表面或內部製造中存在缺陷,如縮孔、裂紋、穿晶等,不僅會降低錘頭性能,甚至會造成錘頭斷裂。因此,在錘頭生產中必須制定合理的鑄造和熱處理工藝。例如對高鉻鑄鐵錘頭,應採用立澆和合理使用外冷鐵,並嚴格控制澆鑄溫度等措施,這樣可使錘頭在鑄造有良好的凝固順序和補縮條件,進而得到緻密的內部組織,並減弱晶粒粗大的現象。錘頭的熱處理工藝則決定了其力學性能的實現和碳化物的分布形態。由於在錘頭的成分中都含有一定量的鉻和其它合金元素,因此如何使這些合金元素形成硬質點碳化物的作用充分發揮出來,也是制定熱處理工藝時考慮的一個因素。總之,制定合理的生產工藝和嚴格的質量檢驗手段,是保證錘頭達到使用性能的先決條件。
結構設計
不同結構和幾何形狀的錘頭,其熱處理的力學性能、內部的金相組織有很大的差別,進而對耐磨性有較大的影響,特別是厚度、尺寸大的錘頭影響更為突出。錘頭越厚大,越不易淬透,其抗磨損性能也就越差。由於錘頭的內部抗磨損性能明顯低於表面,因此,對於厚度較大的錘頭,只能藉助於合理的鑄造和熱處理:[藝來改善這一狀況,但這一手段對提高錘頭的抗磨損性能是有限的,最好的辦法是在不改變錘頭的打擊動能和強度的情況下,對錘頭的結構進行最佳化設計,一方面可提高錘頭的利用率,另一方面可減少結構對熱處理性能的影響,避免錘頭的耐磨性能下降。
技術參數
錘頭的壽命還與破碎機的技術參數有關,其中最主要的是轉子體的功率和轉速。這兩個參數直接反映了錘頭的線速度和衝擊力,它們不僅關係到破碎機的生產能力,也關係到錘頭衝擊硬化的程度。衝擊硬化良好的錘頭,使用壽命勢必會有所延長。轉子轉速過低,不僅生產能力低,且動能低,致使錘頭衝擊硬化不良、耐磨性能差;轉子轉速太高,雖然可使錘頭獲得較好衝擊硬化、設備生產率提高。但同時也會引起錘頭、篦條和襯板強烈磨損,對錘頭的使用壽命也不利,同時會顯著增加功率消耗。因此,應確定合理的轉速,以提高錘頭工作初期的衝擊硬化程度,降低錘頭的磨損。
給料情況包括:①入料粒度和硬度;②錘式破碎機的給料方式。前者關係到破碎機是否會出現積料和錘頭打擊物料時所受到的碰撞衝量,後者則因給料方式不同造成物料到轉子的落差不同,也影響到錘頭打擊物料時的碰撞衝量。當錘頭重量及轉子轉速一定時,錘頭的碰撞衝量與物料質量、落差成正比,而碰撞衝量的大小直接關係到錘頭加工硬化的程度和耐磨性能。因此大型錘式破碎機的人料粒度不宜太小,給料設備轉速應高一些。此外。物料含水量過大也會對錘頭壽命有一定的影響。含水量過高,物料容易粘結成團,造成積料,加劇錘頭的磨損。
使用壽命
1.根據設計型號,適當控制進料尺寸,嚴禁超出設計最大限定尺寸的物料入機。
2.選用合適的給料設備,如採用板式給料機或振動給料機等進行餵料,保證進料均勻穩定,避免因餵料不均勻對設備造成衝擊和發生無效運轉。
3.由於錘頭鑄造時質量有誤差,錘頭使用過程中應根據電流的情況,按時倒眼、翻個,以使錘頭均勻磨損和轉子運轉平衡。
4.更換新錘頭時最好進行稱量,根據質量平均分成幾組,每組的質量要求相等,否則開機時轉子不平衡容易引起振動。
5.停車時要檢查錘頭與篩條之間、篩條與篩條之間的間隙,必要時進行調整,並定期更換篩條。因為錘頭的成本比篩條高,新篩條與舊篩條相比,錘頭能多用4—5個班。
6.錘式破碎機的錘架是鑄鋼材質,與物料接觸較少,但當破碎機內進入金屬物或襯板脫落時,容易造成中錘盤損壞或彎曲,這時要及時將其換掉,否則容易喪失錘頭引起振動。
7.錘架的邊錘盤與機殼側板間由於受到物料衝擊,邊錘盤的磨損較為嚴重,為了延長邊盤的使用壽命,可在邊盤的圓周面以及靠近側板的一面堆焊出耐磨層。
8.由於運轉中的摩擦,主軸兩端軸徑容易磨損,安裝時要在軸徑處加上兩個護軸套,使其包在軸上保護軸徑。
9.軸承磨損後要及時進行修復和凋整。軸承磨損後一般應根據新尺寸刮研軸瓦,調整墊片厚度,使之保持合理間隙,以便形成有效潤滑油膜。
10.轉子的功率和轉速,除了直接關係著破碎機的生產能力,同時也關係著錘頭衝擊硬化的程度,要延長破碎機錘頭使用壽命,還要區分錘頭的材質,對於高錳鋼材質的錘頭,要確保其有足夠大的衝擊力,而對於高鉻小錘頭,卻恰巧相反,就要控制其不能有過大的衝擊。
11.要定時清理破碎機部積料,因為積料的存在,破碎機錘頭就會受到嚴重的摩擦磨損而急劇降低使用壽命。
常見問題
1.軸承過熱。原因:潤滑脂不足;潤滑脂過多;潤滑脂污穢變質;軸承損壞。
排除方法:加注適量潤滑脂;軸承內潤脂應為其空間容積的50%;清洗軸承;更換潤滑脂;更換軸承。
2.出料粒度過大。原因:錘頭磨損過大;篩條斷裂。
排除方法:更換錘頭;更換篩條。
3.彈性聯軸節產生敲擊聲。原因:銷軸鬆動;彈性圈磨損。
排除方法:停車並擰緊銷軸螺母;更換彈性圈。
4.產量減少。原因:篩條縫隙被堵塞;加料不均勻。
排除方法:停車,清理篩條縫隙中的堵塞物;調整加料機構。
5.機器內部產生敲擊聲。原因:非破碎物進入機器內部;襯板緊固件鬆弛,錘撞擊在襯板上;錘或其它零件斷裂。
排除方法:
6.振動量驟。原因:更換錘頭時或因錐頭磨損使轉子靜平衡不合要求;錘頭折斷,轉子失衡;銷軸變曲、折斷;三角盤或園盤裂縫;地腳螺栓傘。
排除方法:卸下錘頭、按重量選擇錘頭,使每支錘軸上錘的總重量與其相對錘軸上錘的總重量相等,即靜平衡達到要求;更換錘頭;更換銷軸;電焊修補或更換;緊固地腳螺栓。
