定義
 砂箱定位銷
砂箱定位銷定位銷高度的確定
箱體、叉架、槓桿等類零件加工時,通常採用一面一孔或一面兩孔的組合定位。該定位方式套用廣泛,它有利於零件在加工過程中實現基準統一、減小工件加工誤差、簡化夾具設計工作量,有利於實現自動化,但在一些手工或半機械化操作車間,由於工件比較笨重,在安裝時不太可能將工件托平後裝入定位銷,而是將工件一邊支承在夾具支承平面上,逐漸套入定位銷,在這種情況下,如定位銷高度選擇不當,將使工件卡在定位銷邊緣上而裝不進去。本文將討論工件不被卡滯時定位銷所允許的最大高度。
1 定位裝置為一面一銷
工件在安裝時剛好被定位銷卡住時的狀態稱為臨界狀態,此時工件安裝最困難的條件為:定位基準孔直徑最小(Dmin),定位銷直徑最大(dmax),該定位副具有最小配合間隙Xmin,Xmin=Dmin-dmax。
∵cosα=dmax/Dmin
∴sinα=SQRT(1-COS²α)
=SQRT(1-(dmax/Dmin)²)
=(1/Dmin)SQRT(D²min-d²max)
=(1/Dmin)SQRT(2Dmin-Xmin)
2 定位裝置為一面兩銷
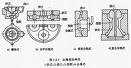
臨界狀態時:基準孔直徑最小為Dmin,定位銷直徑最大為dmax,兩定位副均有最小配合間隙Xmin=Dmin-dmax,安裝時,當第一銷的左素線、第二銷的右素線分別與兩基準孔接觸時,觸點為A、B從而產生卡滯,如圖2,由圖可看出,第一銷高度對工件卡澀影響較小,第二銷高度則對工件卡滯產生直接影響。故計算第二銷所允許的最大高度
cosα′=(L+dmax)/(L+Dmin)
sinα´=SQRT(1-COS²α)=SQRT(1-(L+dmax/L+Dmin)²)
≈(1/L+Dmin)SQRT(2(L+Dmin)Xmin)
∴Hmin=(l+L+0.5Dmin)sinα´
=(l+L+0.5Dmin)/(L+0.5Dmin)SQRT(2(L+Dmin)Xmin)
3 小結
①箱體、叉架類零件用手工、半機械化安裝時,可用上述公式驗算定位銷高度,以防工件卡滯;②本文忽略了工件基準孔與基準面、定位銷與支承面之間垂直度,以及基準孔中心距、兩銷中心距公差對工件安裝的影響;③工件以一面兩孔作為定位基準,通常選一圓柱銷、一削邊銷,圓柱銷高度可按上述公式計算,從上述分析過程來看,削邊銷有助於工件安裝,為裝卸方便,可使削邊銷高度低於圓柱銷3~5mm;④在一些夾具設計中,為克服工件安裝不便,可將兩定位銷設計成伸縮形式,安裝時,先將箱體類零件平放在定位平面上,並預定位,移動兩定位銷,使其插入兩基準孔,從而實現工件定位,這樣就消除了工件安裝過程中的卡滯現象,也比較省力、方便。
