
歷史溯源
焊鐵壺,今稱黑白鐵加工,指用薄黑鐵板、鍍鋅板等以手工加工成生產、生活用具(如下頁圖)。加工師傅稱白鐵匠。古代,生產、生活所用金屬用具均系鑄造和鍛打成型。當有了薄鐵板以後,才出現了白鐵匠這門手藝。民國初年,像“美孚行”煤油等帶鐵皮包裝的進口貨大量出現在中國市場上,廢棄的包裝鐵皮就成為加工生產、生活用品的材料。材料帶個“洋”字,如洋鐵、洋瓦;其成品也帶“洋”字,如洋桶、洋鐵戳子、洋鐵壺等。洋桶逐漸代替了笨重的水筲,洋鐵戳子逐漸代替了柳編小簸箕,洋鐵壺逐漸代替了造價較高的銅水壺。薄鐵板器具的優越性顯現出來,使白鐵匠這一行業逐步形成。因白鐵匠除加工生產外,還修補各種薄鐵製品,故民間稱其為“焊洋鐵壺的”。隨著國產薄鐵板的出現和老人的逐漸故去,逐漸去掉了“洋”字。白鐵匠是從銅匠、錫匠析出的新行業,距今僅百年歷史。銅匠、錫匠奉胡錠角為祖師,胡錠角又稱“胡鼎真人”、“胡祖”,所以,白鐵匠隨銅匠、錫匠奉胡鼎真人為祖師。
 焊鐵壺
焊鐵壺用薄鐵板製作的用具種類比較多,有挑水用的水桶,燒水用的馬蹄壺、快壺、氽子,洗衣用的鐵盆,砸碾或打掃垃圾用的鐵戳子,還有煙囪、提量、漏子、油葫蘆、水舀子、噴壺、抽子(用以從大桶或缸中抽液體)等等。
工具
此篇為敘述和閱讀方便,涉及到幾何、三角等數學知識,所以均用公制單位。
鐵錘
白鐵匠用的鐵錘,錘頂為正方形,另一端為長方形,用以鉚鉚釘,咬口等。
剪子
剪子用以下料剪鐵板。剪子口(刃)短,柄長,即重臂短力臂長,剪時省力。還有作用等同於剪子的鍘刀,鍘刀一面刃固定在板凳上,另一面刃安長柄,用以切割較厚鐵板。
拐砧
是呈丁字形的鋼製墊具。丁字“一豎”的下端尖部釘入木墩中;“一橫”的一半為圓形帶尖,近似圓錐;另一半為扁體,上面略寬,下面略窄,向與椎體相連的一方漸寬。拐砧圓錐一方,用以鐵板揻弧,揻圓;台面一方用以做咬口,鉚鉚釘等。還有的備一個底在上、頂角在下的鋼製等腰三角砧。三角砧底長15厘米左右,厚2厘米左右,頂角連線直徑2厘米左右的鐵棍,用時可臨時固定。砧頂(三角形底邊)為斜面。
拐尺
即直角尺,銅製、鋼製或木製,用以下料劃線。
劃規
鋼製,一端用活絡釘固定在一起,另一端均為銳尖,近似圓規,用以在鐵板上畫弧、畫圓。
錘棒
以質地細密的硬木製成,長40厘米左右,三分之一為圓形手柄,三分之二截面為方形,用以平整、敲揻鐵板。
烙鐵
紫銅製成的烙鐵頭固定在鐵質手柄上,用以錫焊。
還有鉗子、改錐、沖子、道軌、鐵管等。
原料
黑鐵板、鍍鋅板,一般厚0.3毫米~1毫米,根據不同需要選用。稀鹽酸,用以焊接時去繡。焊錫,用以焊接。松香,溶化後用以去烙鐵的氧化膜,增強侵潤性。鐵鉚釘、鋁鉚釘,用以鉚接。8#~12#鉛絲,包於桶、盆等沿口卷邊內,以加固器皿。
咬 口
咬口是鐵板之間連線的主要形式,分為平咬和扣咬兩種。
平咬
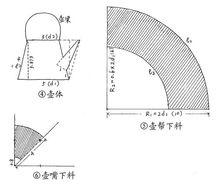
圓形、方形迴環後的連線,平面鐵板的拼接均用平咬。在拐砧上用錘棒先將一方咬口處敲彎折回,作為接口,接口處再反向略彎。對方也如此作出接口。雙方勾接一起,敲實。水桶幫、鐵盆幫和煙囪等均為平咬連線。平咬接口占三個搭接長度。如接口4毫米,則下料時雙方各余出6毫米(如圖①)。
扣咬
扣咬分正扣和反扣。水桶幫和底的連線屬於正扣。幫的接口處向里敲打成折回的接口,底的接頭處向外揻折成直角。底的接頭插入幫的接口,敲實即可(如圖②)。燒水壺、洗衣盆等幫與底的連線則屬於反扣。先將幫的接頭處向外彎成適當角度(視幫的坡度而定),將底的外緣向內敲打成折回的接口,再將幫的接頭插入底的接口,敲實。然後將扣咬部分向器皿口的方向逐漸敲彎,緊貼其幫砸實。底圓下料的半徑要大於實際半徑兩個接口長度。如接口是4毫米,下料時圓的半徑要大於實際半徑8毫米(如圖③)。
 平接
平接鉚接
是鐵板連線的一種簡單形式,多用於非氣體、液體器皿鐵板的連線和提梁、摳手等的固定,即把兩層鐵板對應處用沖子衝出孔,插入鉚釘,用錘子砸實。鐵盆的摳手、水桶掛梁的耳子、鐵簸箕的接頭處等均是鉚接。
錫焊
指以錫焊方式連線鐵板。先用鋼片把欲焊處刮掉光皮或去掉銹漬,再蘸稀鹽酸塗抹一下。用木炭將烙鐵燒熱,“叼”焊錫焊在鐵板連線處。馬蹄壺幫與水嘴的連線、水氽子幫與把手的連線、噴壺儲水桶與出水管的連線、香油葫蘆圓柱與球冠的連線等均為錫焊。
工藝
薄鐵板製作的器皿,多為方形、圓形、稜台、圓台,還有球冠、圓錐等形狀。要求下料要準,敲打要穩,焊接要牢,咬口要緊。下料要準,是指計算、畫圖要準確無誤,避免不合規格或返工浪費材料。敲打要穩,是指成型或咬口要輕打、穩敲,準確折揻,不損傷鐵板保護膜,以免生鏽不耐用。焊接要牢,指焊口除銹,去掉光面,使焊錫牢固地附著於被焊物的兩面,受力大的部位適當多用焊錫。咬口要緊,指接口部位要咬緊,敲實,不脫落。如此才能使成品平滑、美觀、耐用。
白鐵匠下料涉及很多數學知識,平面幾何知識涉及得更多。舊時的手藝人很少懂這些知識,但各種器皿都能畫圖下料,靠的是師傅教的老規矩和實踐經驗。他們積累了很多實用經驗公式和“笨”法。
經驗公式舉例
 焊鐵壺
焊鐵壺馬蹄壺是比較典型的器形,壺身和壺嘴均為圓台形,咬、鉚、焊三種基本連線方式都涉及到。馬蹄壺壺體的比例一般為上口直徑:幫長:下底直徑=3:4:5,高為3.873個長度單位。(如圖④)已知下底直徑尺寸或任意確定尺寸,都可以按此經驗公式畫圖下料。
壺幫
在鐵板上用拐尺畫直角,以直角的頂點為圓心,以二倍下底直徑為半徑用劃規畫弧;再以下底直徑×0.3為半徑畫弧。兩條弧與直角兩條邊當中陰影部分即為壺幫。對應弧的兩面各余出4毫米,左右各余出6毫米咬口的份剪下。壺幫以平咬方式連線。在距長弧一個長度單位,向上開長軸1.15個長度單位、短軸0.8個長度單位的橢圓孔(其位置的確定不必太精確,此為大體數據),以備連線壺嘴。
壺嘴
按圓台下料,一般下底直徑為1個長度單位。先畫一直角,用劃規等分(一份為45°);以角的頂點為圓心,以4個長度單位為半徑畫弧,再以0.8個長度單位為半徑畫弧。兩條弧與45°角兩邊之間部分為壺嘴。左右(角的兩邊)各余出6毫米咬口的份剪下。把壺嘴坯料搭接(咬口份)捲起,插入壺幫橢圓孔,使壺嘴小口一方與壺幫上邊齊,從壺幫裡面在壺嘴上劃線,留出咬口份剪下(此法稱“目劃”)。壺嘴平咬連線後,再與壺幫扣咬連線(幫也要留咬口份)或焊接。
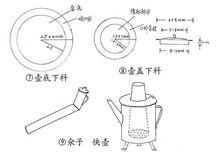
壺底以二分之一下底直徑為半徑畫圓,圓外余出8毫米左右咬口的份剪下。或直接以二分之一下底直徑加8毫米為半徑畫圓,沿圓周剪下。底與幫的連線是扣咬的第二種,所以應余出兩個咬口的份下料。
壺蓋
 焊鐵壺
焊鐵壺以上底半徑加7毫米為半徑畫圓剪下。為美觀起見,將壺蓋料圓周10毫米以內向上(正面)敲得隆起,四周向下(反面)砸得折回3毫米左右,使其周邊圓滑。剪長等於(上底直徑-2毫米)×л、寬15毫米的鐵板揻成圓,焊接在壺蓋的下面。壺蓋隆起的中心焊接或插接一個鐵板圓圈,作為蓋的拎手。
壺梁
剪40厘米~45厘米長、25毫米~30毫米寬的鐵板,中間敲成瓦楞形,兩側彎折3毫米左右,鉚接或焊接於壺幫上。
黑白鐵器皿形態各異,常用尺寸的器皿,一般是用紙板剪出“樣子”,依樣劃線下料。異形器皿多是先畫“樣子”,修改得符合要求後再在鐵板上依樣劃線。酒、醋、醬油、蝦油等,同等重量,體積不同,所以量這些液體食品用的“提量”(一般為圓柱形,方言讀tí·liu)都是通過反覆實踐測出尺寸。這些液體食品的比重又不是絕對一樣,多是在裡邊塞粗細不同的“箭桿”調整容積。香油葫蘆的形狀尤為特殊,小的是兩個球冠相連,大的是上下為球冠,中間為圓柱焊接在一起。其容積大小,開始一般是用小米測量。了解香油比重和小米比重之比,則可以從盛小米多少計算出盛香油的數量。然後記下尺寸,作為定數。
現在,有一定數學知識(包括幾何、三角等)的師傅,可以通過計算,利用各種畫圖工具對異形器皿畫圖下料。但是,這些薄鐵板製作的生活用具多數已被塑膠製品、鋁製品代替。氽子、快壺(如圖⑨)、馬蹄壺等逐漸離開了人們的生活領域。現在,薄鐵板製品像工具箱、儀表櫃、通風管道等,還在生產、生活領域占有一席之地,但多是機械或半機械生產,使用卷邊機、點焊機、拉鉚搶等新式工具代替了手工敲打。
