
目的
為保證相關產品生產質量,確保產品品質一致性,使電烙鐵焊錫工藝達至要求,保證工序質量穩定。
相關檔案
1 《防靜電工作指導》
2 《電烙鐵檢驗程式》
電烙鐵分類
是一種電熱器件,通電後產生高溫,可使焊錫熔化,利用它將電子元件焊接。
電烙鐵的種類很多,結構各有不同,但其內部結構都是由發熱部分、儲熱部分和手柄三部分組成。
― 發熱部分。也叫加熱部分或加熱器,或者稱為能量轉換部分,俗稱烙鐵芯,這部分的作用是將電能轉換成熱能。
― 儲熱部分。電烙鐵的儲熱部分就是通常所說的烙鐵頭,它在得到發熱部分傳來的熱量後,溫度逐漸上升,並把熱量積蓄起來。通常採用紫銅或銅合金作烙鐵頭。
― 手柄部分。電烙鐵的手柄部分是直接同操作人員接觸的部分,它應便於操作人員靈活舒適地操作。手柄一般由木料、膠木或耐高溫塑膠加工而成,通常做成直式和手槍式兩種。
通用的電烙鐵分類
按加熱方式可分為外加熱式和內加熱式兩大類。
按功率分,有20W、30W、....300W等多種。
 焊接操作
焊接操作從電烙鐵的功能分,有單溫式、調溫式和帶吸錫功能式等多種。2.1 外熱式電烙鐵
芯子(發熱元件)是用電阻絲繞在以薄雲母片絕緣的筒子上,烙鐵頭安裝在芯子裡面,因而稱為外熱式電烙鐵。如我們常用的45W、60W電烙鐵:
2.2 內熱式電烙鐵
芯子(發熱元件)安裝在烙鐵頭內,被烙鐵頭包起來,直接對烙鐵頭加熱。內熱式電烙鐵芯子(發熱元件)的鎳鉻絲和絕緣瓷管都比較細,因而機械強度較外熱式差,不耐衝擊,在使用時不要隨意敲擊、鏟撬,更不能用鉗子夾發熱管子,以免發生意外。
2.3 恆溫電烙鐵
在內熱式電烙鐵的基礎上增加控溫電路,使電烙鐵的溫度在一定範圍內保持恆定。
2.4 調溫電烙鐵
 solderbuy
solderbuy普通的內熱式烙鐵增加一個功率、恆溫控制器(常用可控矽電路調節)。使用時可以改變供電的輸入功率,可調溫度範圍為100~400℃。適合焊接一般小型電子元件和印製電路。2.5 熱風焊烙鐵
也叫熱風槍,準確地講它不屬於電烙鐵,它是使用熱風作熱源。烙鐵工作時,發出定向熱風,此時熱風附近空間就升溫,達到焊接目的。
 solderbuy
solderbuy使用熱風焊烙鐵時,調節溫度、風量到需要值,再讓風口在需拆的貼片元件附近移動,當元件的錫點溶化時即可取下需拆元件,然後補焊上新元件。
電烙鐵選用
1 要根據焊接件的形狀、大小以及焊點和元器件密度等要求來選擇合適的烙鐵頭形狀。
2 烙鐵頭頂端溫度應根據焊錫的熔點而定。通常烙鐵頭的頂端溫度應比焊錫熔點高30°~80°C,而且不應包括烙鐵頭接觸焊點時下降的溫度。
3 所選電烙鐵的熱容量和烙鐵頭的溫度恢復時間應能滿足被焊工件的熱要求。
4 根據元件特點及公司現有電烙鐵狀況,在實際使用過程中應依工序要求選用合適的電烙鐵:
― 普通無特殊要求工序(如執錫、焊接普通元器件等),一般情況下選用40~60W的電烙鐵;
― 特殊敏感工序(如SMT元件焊接、積體電路焊接等),選用55W恆溫電烙鐵;
― 需指定焊接溫度的(如MIC焊接等),選用調溫電烙鐵;
― 熱風焊烙鐵(熱風槍)用於貼片集成塊的拆焊;
操作過程
焊接操作姿勢
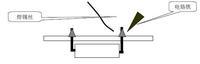
1.1 操作姿勢。手工操作時,應注意保持正確的姿勢,有利於健康和安全。
正確的操作姿勢是: 挺胸端正直坐,不要彎腰,鼻尖至烙鐵頭尖端
至少應保持20cm以上的距離,通常以40cm時為宜。
1.2 電烙鐵的握法。
 solderbuy
solderbuy一般握電烙鐵的姿勢如圖示,像握鋼筆那樣,與焊接面約為45°。1.3 焊錫絲。
― 常用的焊錫線是一種包有助焊劑的焊錫絲,它有直徑0.8mm、1.0mm、1.2mm等粗細多種規格,可酌情使用;
― 助焊劑,起清除被焊接金屬表面的雜質,防止氧化,增加焊錫的浸潤作用,提高焊接的可靠性;
焊接方法
手工焊接作為一種操作技術,進行五工步施焊法訓練,對於快速掌握焊接技術是非常有成效的。
五工步施焊法也叫五步操作法,它是掌握手工焊接的基本方法。
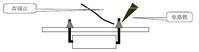
2.1 準備。
準備好被焊工件,電烙鐵加溫到工作溫度,烙鐵頭保持乾淨並吃好錫,一手握好電烙鐵,一手抓好焊錫絲,電烙鐵與焊錫絲分居於被焊工件兩側。
 solderbuy
solderbuy2.2 加熱。
烙鐵頭接觸被焊工件,包括工件端子和焊盤在內的整個焊件全體
要均勻受熱,不要施加壓力或隨意拖動烙鐵,時間大概為1~2秒
為宜。
 solderbuy
solderbuy2.3 加焊錫絲。
當工件被焊部位升溫到焊接溫度時,送上焊錫絲並與工件焊點部位接觸,熔化並潤濕焊點。焊錫應從電烙鐵對面接觸焊件。送錫量要適量,一般以有均勻、薄薄的一層焊錫,能全面潤濕整個焊點為佳。合格的焊點外形應呈圓錐狀,沒有拖尾,表面微凹,且有金屬光澤,從焊點上面能隱隱約約分辨出引線輪廓。如果焊錫堆積過多,內部就可能掩蓋著某種缺陷隱患,而且焊點的強度也不一定高;但焊錫如果填充得太少,就不能完全潤濕整個焊點。
 solderbuy
solderbuy2.4 移去焊錫絲。
 solderbuy
solderbuy熔入適量焊錫(這時被焊件己充分吸收焊錫並形成一層薄薄的焊料層)後,迅速移去焊錫絲。6.2.5 移去電烙鐵。
移去焊錫絲後,在助焊劑(錫絲內含有)還未揮發完之前,迅速移去電烙鐵,否則將留下不良焊點。電烙鐵撤離方向與焊錫留存量有關,一般以與軸向成45°的方向撤離。撤離電烙鐵時,應往回收,回收動作要迅速、熟練,以免形成拉尖;收電烙鐵的用時,應輕輕旋轉一下,這樣可以吸除多餘的焊料。以上從放電烙鐵到焊件上至移去電烙鐵,整個過程以2~3秒為宜。時間太短,焊接不牢靠;時間太長容易損壞元件。
 solderbuy
solderbuy焊接注意問題
3.1 焊錫不能太多,能浸透接線頭即可。一個焊點一次成功,如果需要補焊時,一定要待兩次焊錫一起熔化後方可移開烙鐵頭。如焊點焊得不光潔,可加焊錫線補焊,直至滿意為止。
3.2 焊錫冷卻過程中不能晃動焊件,否則容易造成虛焊。
焊接技術要領
4.1 焊件表面須乾淨和保持烙鐵頭清潔。
4.2 焊錫量要合適,不要用過量的焊劑。
 solderbuy
solderbuy過量的焊劑不僅增加了焊後清洗的工作量,延長了工作時間,而且當加熱不足時,會造成“夾渣”現象。合適的焊劑是熔化時僅能浸濕將要形成的焊點,不要流到元件面或插孔里。
4.3 採用正確的加熱方法和合適的加熱時間。
加熱時要靠增加接觸面積加快傳熱,不要用烙鐵對焊件加力,因為這樣不但加速了烙鐵頭的損耗,還會對元器件造成損壞或產生不易察覺的隱患。所以要讓烙鐵頭與焊件形成面接觸而不是點或線接觸,還應讓焊件上需要焊錫浸潤的部分受熱均勻。加熱時還應根據操作要求選擇合適的加熱時間,整個過程以2~3秒為宜。加熱時間太長,溫度太高容易使元器件損壞,焊點發白,甚至造成印刷線路板上銅箔脫落;而加熱時間太短,則焊錫流動性差,很容易凝固,使焊點成"豆腐渣"狀。
4.5 焊件要固定
在焊錫凝固之前不要使焊件移動或振動,否則會造成"冷焊",使焊點內部結構疏鬆,強度降低,導電性差。
4.6 烙鐵撤離有講究,不要用烙鐵頭作為運載焊料的工具。
烙鐵撤離要及時,而且撤離時的角度和方向對焊點的形成有一定的關係,一般烙鐵軸向45°撒離為宜。
因為烙鐵頭溫度一般都在300多°C,焊錫絲中的助焊劑在高溫下容易分解失效,所以用烙鐵頭作為運載焊料的工具,很容易造成焊料的氧化,焊劑的揮發;在調試或維修工作中,不得己用烙鐵頭沾焊錫焊接時,動作要迅速敏捷,防止氧化造成劣質焊點。
注意事項
1 一般電烙鐵的工作電壓是220V,使用時一定要注意安全,經常檢查電烙鐵的電源線有否損壞,如有損壞應及時更換或用絕緣膠布包好損傷處;
2 電烙鐵需安裝接地線配三芯插頭,使其外殼良好接地,確保全全;
3 定期檢測電烙鐵溫度及接地線應達至要求;
4 發現烙鐵柄鬆動要及時擰緊,否則容易把電源線與烙鐵芯的引出線柱之間的連線線頭絞斷,發生脫落或短路;發現烙鐵頭鬆動要及時緊固;不準甩動使用中的電烙鐵,以免焊錫濺出傷人;
5 更換烙鐵芯時,要注意電烙鐵內部的三根線,其中一根是接地線,該接地線是與三芯插頭及外殼相連的,不可接錯;長時間不使用電烙鐵,應取下電源插頭,而切斷電源;
6 新電烙鐵初次使用或新更換烙鐵頭時,應先在電烙鐵頭上搪上一層錫;電烙鐵使用一段時間後,應取下烙鐵頭,去掉烙鐵頭與傳熱筒接觸部分的氧化層,再將烙鐵頭裝上,避免時間長取不下烙鐵頭,防止烙鐵頭卡死在殼體內;
7 烙鐵頭應經常保持清潔,使用時應在石棉氈等織物上擦幾下,以除去氧化層或污物,否則影響焊接,且石棉氈等應保持濕潤。
