
TM18全自動圓盤澆鑄機
概述
圓盤澆鑄機是銅冶煉企業用於澆鑄陽極板的關鍵設備,TM18全自動圓盤澆鑄機是引進芬蘭Outotec公司的產品。
銅液從陽極爐的出銅口經溜槽流入中間包,中間包接收到澆鑄包的允許倒銅信號後,交替向兩側的澆鑄包傾倒銅液並返回原位,澆鑄包置於電子稱上,統稱為定量澆鑄裝置,它用於控制陽極板的重量,定量向澆鑄模注入銅水,當注入模內的銅水重量達到預設值時,澆鑄包返回原位,同時發出信號,使圓盤轉動,澆鑄好的陽極板依次進入噴淋冷卻系統,經冷卻的陽極板進入檢查站後,通過預頂起裝置頂起陽極板並檢測其是否合格,不合格的陽極板由廢陽極提取裝置取出,合格的陽極板由取板機放入冷卻水槽的鏈式輸送帶上排列成陽極垛,當陽極垛達到預設的數量後由堆垛提升裝置提起,最後由叉車運走。
空模子到達塗模系統,由塗模裝置對其噴塗Ba SO4混合物,主要是為了脫模容易。至此,一塊陽極板澆鑄的作業周期全部完成,周而復始直至銅液澆鑄完畢。
主要技術參數
TM18全自動圓盤澆鑄機的主要技術參數:
實際生產能力:110t/h
陽極板重量:380kg
保證陽極板重量準確度:98%的澆鑄陽極板重量誤差不超過± 3kg
控制系統: 電子控制設備,微型計算機和PLC
液壓系統工作壓力:≤13.5MPa
人員數量:3~4
TM18全自動圓盤澆鑄機組的組成及特點
TM18全自動圓盤澆鑄機採用氣動、液壓、電氣伺服和PLC控制,由圓盤及其驅動系統、定量( 電子稱) 澆鑄裝置、廢陽極提取裝置、陽極收集與處理裝置、預頂起及頂起裝置、堆垛提升裝置、噴淋冷卻系統、塗模裝置、自動潤滑系統、頂針提取裝置等部分組成。
噴淋冷卻系統
為了縮短陽極板冷卻時間和控制澆鑄模的工作溫度,噴淋冷卻系統從底部對澆鑄模進行冷卻,從頂部對陽極板進行冷卻。底部和頂部噴淋管均配有噴嘴,噴淋管在進水點設有一個手動閥,另外,每個頂部和底部噴淋位置均設有手動閥和氣動閥,以調整冷卻效果並在澆鑄作業中斷時停止冷卻,這樣,就可以避免在澆鑄暫時中斷後繼續澆銅時向濕澆鑄模傾倒銅液。系統禁止對已經被禁用的澆鑄模進行噴淋冷卻,並可以根據設定的澆鑄模工作溫度自動調節冷卻水流量。在噴淋冷卻過程中產生的蒸汽通過集汽罩收集,然後由排汽機抽走。
塗模裝置
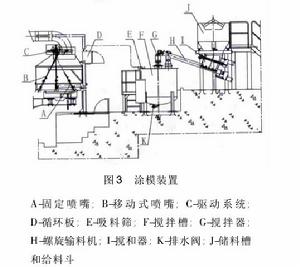
塗模裝置的組成如圖所示。儲料槽和給料斗置於稱重感測器上方與控制系統相連(稱重精確度在±3kg) ,BaSO從頂部加入儲料槽中,螺旋輸送機將預先自動調節好量的BaSO加入到攪拌槽中,攪拌槽上裝有水流量計、流量控制閥、液位計,控制系統包括自動定量給料控制程式,操作人員可以通過PC監控顯示器小批添加塗模料到攪拌槽,控制程式將確保BaSO4和水的正確配料量,PC監測顯示器( 帶有液位測量裝置) 會向操作人員顯示出攪拌罐中裝料的液位情況。當模子到達噴塗區域,圓盤停止運行,噴塗操作啟動,通過伺服電機驅動移動噴嘴對陽極模表面區域進行噴塗; 而固定噴嘴對陽極模耳部區域進行噴塗,這兩組噴嘴均有單獨的控制閥且噴塗時間均可單獨調節。與TM16全自動圓盤澆鑄機的塗模裝置相比,TM18全自動圓盤澆鑄機的塗模裝置增加了一套螺旋輸送機,能自動控制硫酸鋇與水的混合比例,自動化程度提高,噴塗效果也提高了。
 澆鑄模噴塗系統
澆鑄模噴塗系統日常使用維護要點
1、液壓系統的維護要點
由於圓盤的大部分機械動作都是由液壓執行機構完成的,所以液壓系統的維護就顯得極其重要,其維護主要注意三點:
1) 油液清潔度的控制。
設備從安裝調試到投入生產,要從管道的沖洗、液壓油的過濾、加裝、更換、到定期檢修的全過程,注意防止污染物侵入液壓系統;日常維護要對液壓油進行跟蹤、定期化驗,定期清洗油箱、過濾器、閥組,徹底清除進入液壓系統的污染物。
2) 液壓系統泄漏的控制。
液壓系統的泄漏會造成系統性能的不穩定,泄漏分為內泄和外泄,日常點檢要注意液壓油管接頭、閥組、泵和馬達的旋轉軸、油缸等處的泄漏,對於液壓系統的泄漏要及時處理,減少因泄漏造成的液壓系統故障。
3) 液壓系統故障的處理。
當液壓系統出現故障時,首先要針對故障檢查電氣控制信號,再手動液壓控制元件,然後分析可能引起的故障原因,最後由維修人員去排除故障。同時更主要的是對每一次故障分析、處理都要進行總結、記錄,以求積累豐富的現場工作經驗。
2、塗模裝置的維護要點
當攪拌槽中有塗模材料時,攪拌器必須始終保持運行,以防止硫酸鋇在攪拌槽內沉澱。塗模結束後,應把吸料篩放入清水槽,用清水噴一圈澆鑄模,達到清洗管路、噴嘴的目的,防止噴嘴堵塞。對已經堵塞的噴嘴要卸下來清洗、疏通; 對攪拌槽要定期清洗、排空檢查。
3、保證圓盤運行的平穩
要保證圓盤的平穩運行,首先必須保證設備的充分潤滑,每月對設備的所有潤滑點進行手動潤滑一次; 並檢查中心蓋板下的大齒圈、小齒輪、中心軸承的自動潤滑情況,確保設備不會產生乾摩擦。
4、確保定位的精確
要保證圓盤定位、陽極提取裝置定位的精確,必須保證軸編碼器的靈敏度,並對軸編碼器作精確的設定,對伺服電機進行定期檢查、清灰維護。
