
技術原理
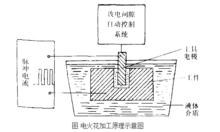
利用浸在工作液中的兩極間脈衝放電時產生的電蝕作用蝕除導電材料的特殊加工方法。我們都有這樣的生活經驗,電器開關在經過一段時間的使用之後,往往會出現觸點部分的表面被電火花電蝕得粗糙不平的現象,這就是電火花電蝕現象。電火花加工就是利用這一原理 (如下圖),在一定介質中,通過工具電極和工件電極之間的脈衝放電的電蝕作用,對工件進行加工的方法。實現這一加工的基本方式是這樣的: 把工具電極和工件全部浸在工作介質 (電解液) 中,在兩極間產生多次火花放電,有意識地控制工件的蝕除量,最後就可使工件達到一定的尺寸和粗糙度要求。
電火花電蝕原理用於金屬加工還必須具備以下幾個條件:火花放電能量必須很大,才能保證在瞬間使金屬產生局部的熔化和氣化; 放電形式應是時間極短的脈衝放電,使火花放電熱量來不及傳到非加工區,以防產生“燒糊”現象; 每次脈衝放電後,必須能及時把在電極間隙之間產生的金屬微粒和電離物排出間隙,以保證加工的持續進行。
 放電加工
放電加工物理過程
電火花對電極腐蝕的物理過程是十分複雜的,是電磁學、熱力學和流體力學綜合作用的過程,人們至今對它尚未有一個全面的認識。一般認為可分為3個階段: 第1階段形成放電通道,在這一階段中電解質被電離、擊穿、形成放電通道; 第2階段在工件表面形成能量轉換,即火花放電、產生熱膨脹,使工具電極和工件被蝕除; 第3階段產生的蝕除物被拋出放電間隙,為下次放電做好準備。
主要特點
加工特點:
(1)可以加工任何硬、脆、韌、軟、高熔點的導電材料,在一定條件下,還可以加工 半導體材料和非導電材料。
(2) 加工時“無切削力”,有利於小孔、薄壁、窄槽以及各種複雜形狀的孔、螺鏇孔、型 腔等工件的加工,也適合於精密微細加工。
(3) 當脈衝寬度不大時,對整個工件而言,幾乎不受熱的影響,因此可以減少熱影響 層,提高加工後的表面質量,也適用於加工熱敏感的材料。
(4)脈衝參數可以任意調節,可以在一台工具機上連續進行粗、半精、精加工。精加工 時精度為0.01mm,表面粗糙度R值為0.8μm; 精微加工時精度可達0.002~0.004mm, 表面粗糙度R值為0.1~0.05μm。
(5) 直接利用電能加工,便於實現自動化。
實際套用
由於放電加工時放電能量很高,所以能加工一般切削加工方法無法加工的材料,如淬火鋼、耐熱合金、硬質合金等。同時,在加工各種複雜的型腔、沖模和孔的領域中,得到了廣泛的套用。由於在電火花加工過程中,工具電極和工件無直接接觸,切削力很小,這就對加工那些易變形的工件和小而精密的孔、窄縫等十分有效。現在電火花加工工藝已經在工業各部門中得到了廣泛的套用,是一種很有發展前途的加工方法。
在現在的加工領域中,尤其是在精密加工中,放電加工已得到廣泛的套用。放電加工的範圍如下:
1. 凡是導電性的材料,都可進行放電加工
2. 放電加工最高精度可達+/—0.005mm面粗度最高可達鏡面極
3. 傳統加工所不能加工的工位,一般都可用放電加工來完成
4. 放電工位可以是各種大型塑模的型腔,也可以是0.1MM寬度的小孔,小槽等。
優缺點
放電加工的優點:
1.可以製造傳統切削加工機所無法生產的奇形異面。
2.加工堅硬的材料也可以有好的公差精度。
3.傳統加工機的切削力可能會損壞小型的工件,但放電加工沒有此情形。
放電加工的缺點:
1.不能加工非導體(已經有技術可以加工陶瓷材料)。
2.加工速度緩慢。
3.加工成本高。
