
簡介
為了保證鑄件冷卻後尺寸符合要求,在製做木模時,應加放適當的餘量,這種餘量叫做收縮餘量。收縮餘量是根據鑄件的線收縮率來確定。線收縮率就是通常所說的金屬材料收縮率。
金屬材料的自由收縮和阻礙收縮:
1)自由收縮是指金屬固態收縮時不受阻礙的收縮。
2)阻礙收縮是指金屬固態收縮剛受阻礙的收縮.
鑄件大多是阻礙收縮。
鑄件收縮的分析
金屬液從澆注溫度凝固冷卻至常溫的過程中,體積不斷地發生變化,最後總體積縮小,這種現象稱為金屬的鑄造收縮。其收縮量由體積百分數表示的為體收縮率,因為計算複雜,一般很少套用,多用在研究金屬的液態收縮和凝固收縮上,當金屬液凝固以後,在繼續冷卻的過程中會產生固態收縮,固態收縮引起鑄件尺寸的縮小,其收縮量用長度的百分數表示,稱為線收縮率。嚴格地說,鑄件的線收縮率並不完全是固態收縮形成的,它只能是鑄件尺寸收縮的量與它原來在鑄型內澆注尺寸的比值。
當鑄件在鑄型內的收縮不受任何機械阻礙時,它的線收縮率為自由線收縮率,當鑄件的收縮受到砂型,砂芯等機械阻礙時,這樣南線收縮率為阻礙線收縮率。鑄件的阻礙線收縮率一般都要小於自由線收縮率。
鑄造金屬的線收縮率是用試樣在自由收縮的情況下測定的,而鑄件的線收縮率是在特定的複雜的條件下尺寸收縮的比值,也就是說,同一金屬所鑄造的不同鑄件,其收縮率也不盡相同。所以,在考慮鑄件收縮率時,不能將金屬的線收縮率誤認為是鑄件的線收縮率。在選用鑄件收縮餘量時,除分析鑄件自身鑄造收縮的各種條件外,還應該分析按鑄件收縮尺寸對待的其它有關的因素。
影響鑄件收縮的因素
有鑄件的材質、結構特點、造型材料的種類和性質
(1)鑄件金屬的材質鑄件金屬的材質不同,鑄造收縮率也不同。
(2)鑄件的結構特點 鑄件的結構不同,鑄件的實際收縮量也不同,結構複雜的鑄件,各部分冷卻條件不同,互相制約而不能自由收縮,鑄件的實際收縮量就小;結構越簡單,百相制約作用就越小,收縮量就大,就越接近於自由收縮。
另外,即使同一個鑄件,由於結構上的原因,其局部與整體、縱向與徑向或長、寬、高i個方向的線收縮也可不一致。因此,應據實際情況靈活選用。
(3)砂型和砂型芯 砂型和砂芯也阻礙鑄件的收縮,砂芯越多,容讓性越差,則阻礙越火,收縮量越小。
(4)造型材料 不同的造型材料對鑄件收縮阻礙不同,高溫退讓性好的型砂對鑄件收縮阻礙小,濕型比干型阻礙作用小,砂型緊實度小,阻礙作用也小,收縮率就大。
常用金屬材料的收縮率
常用金屬材料的收縮率,如下圖所示:
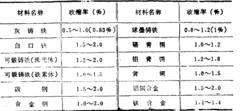 常用金屬材料的收縮率
常用金屬材料的收縮率圖中所示的收縮率(%)的上限是常用於外形簡單的鑄陣木模,因它冷卻收縮時,受砂型的阻力較小,對外形複雜的鑄件,帶筋的大鑄件,則採用較低的收縮率。表中括弧內的數值則為,般常用的收縮率。生產複雜和重要的鑄件時,不要完全拘泥於表中的數據,要參照本單位的經驗來確定。
為了方便起見,檢驗木模(木模製造)時,常用縮尺來度量尺寸,以減少計算時間,但使用縮尺時必須注意:
1)縮尺可以用來繪製樣板、劃線、下料、制模和木模檢驗。
2)縮尺不能用來測量零件。
