擴散氫的危害:
氫原子的密度和體積都很小,這使得氫原子具有很強的空隙效應,容易被吸入原子晶格中,聚集在不規則和晶格缺陷(如同微孔和砂眼)中的氫原子可以再次結合成氫分子,由於空間空隙的存在缺陷中的氣壓可達到1000bar。這樣會導致材料脆變。由於在室溫下氫的擴散速度較慢,材料的碎裂可能在潛伏一段時間後才爆發,這在煉鋼、零件加工及焊接過程中常有發生。碎變可能導致災難性後果的發生,因此必須嚴格控制氫的含量。
擴散氫測定儀 測量原理
得益於30mm直徑的爐管,所有工業標準焊接樣品均可用紅外爐進行分析,分析系統包括一個配備石英樣品管的快速加熱紅外爐。樣品管直徑達30mm能夠實現對大塊樣品的分析。簡單可靠的測量系統採用10點氣體校準進行快速校準。系統的核心是一個高靈敏度長期穩定的熱導檢測器,該檢測器能夠實現超低含量氫的檢出。此方法就是人們常說的氣相色譜法擴散氫測量儀。一般加熱爐有兩種選擇:可快速加熱到900°C的紅外爐,具有程式升溫功能,脫氣管Ø30mm
可選最高溫度1200°C管式爐,脫氣管Ø18mm
 擴散氫測定儀的紅外爐
擴散氫測定儀的紅外爐擴散氫測定儀的標準及適用範圍
按照標準一般有三種方法甘油置換法測量擴散氫、氣相色譜法測氫儀,水銀置換法測氫儀,當用甘油置換法測定的熔敷金屬中的擴散氫含量小於2mL/100g時,必須使用氣相色譜法測定。標準中甘油置換法測氫儀、氣相色譜法測氫儀適用於手工電弧焊、埋弧焊及氣體保護焊。水銀置換法只用於手工電弧焊。
氣相色譜法擴散氫測定儀的主要特點
分析速度快,自動化操作
可快速加熱到900°C的紅外爐,石英管Ø30mm
 擴散氫測定儀
擴散氫測定儀可選最高溫度1200°C管式爐,樣品管Ø18mm
高靈敏度長期穩定熱導檢測器
10點氣標校準
數據報告格式符合最新國際擴散氫測定標準ISO3690
可選分析結果輸出格式ppmorml/100g
氣相色譜法擴散氫測定儀的技術參數
測量範圍:0.05-1000ml/100g分析時間:大約3分鐘到2小時
焊接材料一般15到20分鐘
具體時間與樣品的材料性質及重量有關
解析度:0.001ml/100g
再現性:±0.01ml/100g或者±1%相對值
具體值與樣品的材料性質和重量有關
載氣:N2最小純度99.999%
壓力2bar
冷卻水:(只針對紅外爐),大約1l/min
尺寸及重量:460x750x500mm,50kg
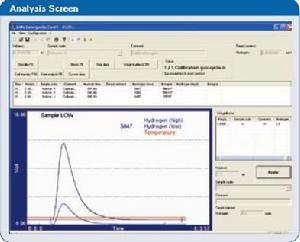
氣相色譜法擴散氫測定儀的控制界面
控制界面
控制顯示、樣品分析及信號執行等任務 均在主界面中進行。重量可以通過手動輸入或者直接通過串口進行傳輸。內置的重量選項欄可允許保存所有必要的重量數據。當前 信號數據以數字或圖形格式顯示。操作可以輕鬆地通過按鈕來實現。最後五個分析結果同時顯示在分析螢幕上。信號波形日後任何時候都可以重新調用
 擴散氫測定儀的控制界面
擴散氫測定儀的控制界面氣相色譜法擴散氫測定儀的校準
校準視窗中可以選擇不同的校準方法。可使用氣體校準法,如單點、兩點或多點校準法,或採用標準化樣品。輕鬆校準後,即可進行樣品分析。
