
工作條件及材料選擇
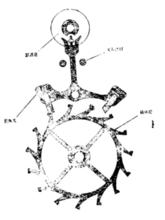 圖1 表機的擒縱機構
圖1 表機的擒縱機構表機的擒縱機構由擒縱輪、擒縱叉和雙圖扭組成,如圖1所示。擒縱輪工作時以一定的轉速有節奏地間隙地衝擊著叉瓦,把發條的恢復力矩傳遞給擺輪遊絲系統,使擺輪在擺動時由於摩擦等阻力而散失的能量得到補充,保持機構正常工作;反過來擒縱輪又受擺輪遊絲系統額定周期的控制,使它在每一周期中轉過一齒,這樣,傳動系統中的齒輪也就相應地保持一定轉速,從而達到準確地計量時間。
儘管擒縱輪所傳遞的力矩不大(約0.2克·毫米),但它是單向運動,傳遞力矩的方式是衝擊,和叉瓦相碰時摶觸州積小,運動的靈敏度和準確性要求很嚴格,因此擒縱輪在工作時應具有一定的硬度和耐磨性,較好的衝擊韌性,較高的尺寸精度通常要求維氏硬度為HV 630±30,而且熱處理後基本上不變形,無氧化和脫碳。
擒縱輪片的直徑為5.46毫米,厚度僅有0.23毫米,周圍均勻地分布著15個齒,常採用冷沖方法成型。因此,除要求有優良的使用性能外,還必須具有良好的衝壓性能和切削性能。
根據擒縱輪的機械性能和工藝性能的要求,一般均選用高碳鋼製造。國產的有T10A,進口的有14P,均以鋼帶供應。
加工工藝
擒縱輪和其他齒輪的熱處理主要也是淬火和回火,但在衝壓和滾齒過程中,可能產生較大的內應力,使零件在隨後工序中的變形增大,因而應進行消除應力退火。
1、消除應力退火
如在滾齒前進行退火,退火溫度可選在400~450℃左右,保溫1~2小時。溫度過高,則產生再結晶,降低硬度,使滾齒困難。如在滾齒後退火,退火溫度可提高至650、700℃。為防止氧化和脫碳應在保護氣體爐中進行加熱。如米用複合模等辦法減少衝壓時的內應力,此類退火可省略。
2、淬火
目的是提高硬度和耐磨性。淬火溫度控制在780—790℃,保溫3分鐘左右,在熔融狀態(110~120℃)的石蠟中等溫淬火,加熱時通保護氣體。淬火後得到隱晶馬氏體和未溶的滲碳體組織,零件表面光亮,無氧化和脫碳、無變形。
3、初次回火
按照擒縱輪的加工工藝流程安排,淬火後的輪片還需要反覆幾次地進行磨加工和串光,如果淬火後將零件直接回火到所規定的硬度(HV630±30),則串光時毛刺不易去掉;若淬火後不回火就直接進行磨加工,又會因韌性不足而發生斷齒,因此在淬火後必須先進行一次約180℃45分鐘的低溫回火。其作用是既減少淬火脆性,使之便於磨加工,又不使硬度降低太多(約V770~780)以利於串光去毛刺,這種回火叫做初次回火。有的表廠除擒縱輪外,對過齒軸、秒齒軸、擒縱齒軸、快慢針,外樁環、立輪、離合輪,撥針輪等零件,為了同樣的目的也進行初次回火。
4、終回火
根據硬度要求,回火溫度應選270—280℃,保溫30~45分鐘後空冷。回火的加熱和冷卻均在通保護氣體的罐中進行。
擒縱輪性能
擒縱輪部件簡稱擒縱輪,由擒縱輪片和擒縱齒軸鉚合而成。擒縱輪片和擒縱齒軸都是鋼質的。擒縱輪片有15個齒,齒形尖薄,硬而光滑。齒的突出端面叫離端,離端的內面叫齒背,離端的外面叫沖面,離端的反面是鎖面,鎖面與沖面相交處為鎖端。擒縱輪的每個齒尖都作用在叉瓦光滑的斜面上,使叉瓦左右擺動,起著控制手錶運行速度和保持擺的運轉的作用。
擒縱輪的齒數
擒縱輪齒數增大,則輪齒的角節距減小。這樣,當落角一定時,擒縱機構的效率將降低。此外,增大擒縱輪齒數將使齒寬角和瓦寬角減小,這樣。特別是對於小型的鐘表機構。將使擒縱輪和擒縱叉的工藝性變壞。
在一般的鐘表中,由秒軸到擒縱輪軸通常用一對齒輪。這樣,當擺輪遊絲系統的振動圈期一定時.擒縱輪齒數越小,則擒縱輪軸到秒軸的傳動比較大。如果擒縱輪齒數過小,則當擒縱輪軸齒齒數一定時,秒輪片的齒數將很大。在秒輪片外廓尺寸受到限制的情況下,就需減小秒輪片齒的模數,這將增加輪齒加工上的困難。
對於擺輪遊絲系統振動周期為0.4秒左右的鐘表,擒縱輪齒數通常取為15。擺輪遊絲系統振動周期較小的鐘表,例如振動周期為0.25秒左右時,擒縱輪齒數有時取為20或21。
