
連續鑄鋼介紹
水平連鑄是鋼水由水平方向注入水平放置的結晶器內,鑄坯凝固過程和在鑄機內運動直至到達冷床均呈水平狀態的連續鑄鋼類型。水平連鑄機的各個工藝設備(中間罐、結晶器、鑄坯導向和二次冷卻裝置、拉坯機、輸送輥道,切割設備等)均沿車間地坪呈水平狀態布置在一條直線上。由於結晶器是水平放置,鋼水不能像立式連鑄或弧型連鑄那樣從上往下注入,所以中間罐與結晶器緊密地連線在一起,中間安有閘板,開始澆鋼時,閘板關閉,待中間罐接受鋼包注入的鋼水到達一定高度(超過結晶器斷面高度),才開始打開閘板讓鋼水流進結晶器,結晶器尾部有引錠桿將出口封住,待結晶器內充滿鋼水後,啟動拉坯機將初凝鑄坯拉出。結晶器進口端安有分離環,造成鋼液與凝固初生坯殼的人工分離面。一般結晶器由兩段組成,第一段(與中間罐相連)是鈹青銅管外通冷卻水、第二段內壁是高純石墨材料,外部是間接水冷。隨後的二次冷卻段大都是空氣自然冷卻(因為結晶器很長),大斷面鑄坯也可用噴霧水冷。
水平連鑄的拉坯方式是專門設計的“拉、停、推”動作,稱為拉坯曲線。拉坯機有雙輥或四輥夾持、用液壓伺服電機或力矩馬達驅動,也可用夾鉗方式由液壓傳動實現拉坯曲線的動作。鑄坯拉出,待完全凝固經剪下成定尺後由輥道輸送至冷床。
拉坯曲線類型及特性
水平連鑄過程拉坯機按間歇拉坯方式驅動鑄坯運動的速度與時間的關係(速度—時間曲線)。這是一種間歇運動方式,由幾個動作組合:“拉”、“停”、“推”或“拉”、“停”或“拉”、“推”,往復循環。常用的組合方式有:拉—停;拉—推;拉—停—推;拉—推—停;拉—停—推—停;以及拉—停—推—停—推—停;間歇拉坯的每個周期內,鑄坯都要做變速乃至變向運動,以實現上述任何一種方式的間歇拉坯。因此需要有符合工藝要求並為拉坯驅動機構能實現的拉坯曲線。
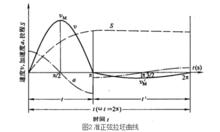
根據曲線函式形式,有:(1)線性函式型。這類曲線,由不同斜率的直線段拼接而成。(見圖1)(2)準正弦曲線型。
 拉坯曲線
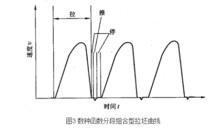
拉坯曲線拉坯曲線由一條正弦曲線的正半周和另一條參變數不同的正弦曲線的負半周組成。(見圖2)(3)數種函式組合型。曲線由兩種或多種函式的線段拼接而成。(見圖3)這種曲線可以根據需要在一個拉坯周期內的不同時間區段配合使用適當的函式形式的線段。(4)任意函式型。在計算機顯示屏上用光筆隨操作者之意臨場繪製,輸入記憶體便可付之拉坯。
 拉坯曲線
拉坯曲線拉坯曲線是水平連鑄工藝特殊性所要求的,執行正確的拉坯曲線可使鑄坯順利拉出,並可避免鑄坯缺陷和漏鋼。由於拉坯執行機構中傳動間隙的干擾和鑄坯對拉坯輥的打滑,會使控制機構發出的曲線與鑄坯運動的速度—時間曲線不相吻合,這往往會影響拉坯過程的安定性和鑄坯的質量。因此使鑄坯的運動合乎設定的速度—時間曲線,是過程控制的目標。採用無間隙傳動機構,可以杜絕傳動間隙的干擾,用夾鉗式拉坯機取代夾輥式拉坯機,可以避免鑄坯打滑。
 拉坯曲線
拉坯曲線