
PC 材料的應力條紋值
根據Tardy 補償法的原理,對透明件用聚碳酸酯(PC)板材進行熱光曲線實驗,在不同載入狀態下對條紋級次的變化進行了分析。結果表明:PC 材料僅需要較小的載荷即可出現理想的條紋級次;PC 材料受力後的應力回響時間對條紋級次有很大的影響;擠出成型獲得的PC 材料具有惟一的載入方向以獲得規則的條紋圖。同時, 本研究獲得了PC 材料的條紋值這一重要基礎數據。
1 實驗材料及設備
Lex an9034 聚碳酸酯板材(美國G E 公司生產)。試樣厚度9mm , 直徑40mm 。採用R409-2 型光彈儀,光源為鈉光源。熱光曲線實驗使用烘箱。
2 實驗方法
(1)熱光曲線實驗:選擇載荷與升溫方式,測定試樣在圓偏振光場中的條紋級次。
(2)條紋級次的讀取方法:採用對徑受壓圓盤理論模型,獲得在不同的溫度下材料受載後的中心點條紋級次, 非整數級條紋級次則採用Tardy 補償法進行讀數。具體步驟如下:
1)將光路系統設定為正交圓偏振光場,並使起偏鏡和檢偏鏡的光軸分別與被測點的兩個應力主軸方向一致,1/4 波片的快軸和慢軸與偏振鏡光軸的相對位置保持不變;
2)確定被測點條紋級數所處的範圍n 和n +1 ;
3)單獨旋轉檢偏鏡,觀察等差線的移動。如果與被測點相鄰的n 級整數級等差線移向被測點,當其剛好與該點重合時,記下檢偏鏡的旋轉角度θ1,按式(1)計算被測點的條紋級數;如果與被測點相鄰的n +1 級條紋移動到被測點,而相應的偏振鏡轉角為θ2,則按式(2)計算被測點的條紋級數。
 應力條紋值
應力條紋值(1)
 應力條紋值
應力條紋值(2)
(3)條紋值計算:
 應力條紋值
應力條紋值(3)
式中:P 為載荷;D 為圓盤直徑;n 為圓盤中心點條紋級次;n 為被測點條紋級次。
3 實驗結果
(1)載荷的選取對條紋級次的影響
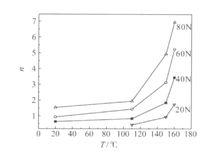 圖1 PC 材料不同溫度下變載荷載入條紋級次變化曲線
圖1 PC 材料不同溫度下變載荷載入條紋級次變化曲線實驗以20N 為單位載荷遞增選取了四組載荷,溫度分別選取了常溫、110 , 150 , 160 ℃四點對條紋進行了觀察, 實驗結果見圖1 。
(2)應力回響時間對條紋級次的影響
聚碳酸酯是典型的非結晶高聚物,當受到外力作用時,它達到對應的應變數需要一定的時間。選取載荷40N , 實驗溫度150 ℃,觀察記錄不同實驗時間的條紋圖,結果如圖2 所示。
 圖2 PC 不同載入時間的條紋圖
圖2 PC 不同載入時間的條紋圖 (3)載入方向對條紋圖的影響
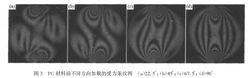 圖3 PC 材料沿不同方向載入的受力條紋圖
圖3 PC 材料沿不同方向載入的受力條紋圖PC 沿任意方向載入,條紋圖具有很強的方向性,圖3 為載入方向與標定徑向夾角分別為22 .5 , 45,67.5 ,90°時載入的PC 材料條紋圖 。
材料條紋值測定
Sampson的正交異性光彈性定律為
 應力條紋值
應力條紋值( 4)
光彈性複合材料的3個獨立的材料條紋值分別為
 應力條紋值
應力條紋值 應力條紋值
應力條紋值 應力條紋值
應力條紋值( 5)
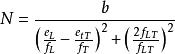
其中, f 、f 及f 應由單向應力狀態確定。式中,e 和e 分別為纖維方向L 和垂直纖維方向T 的應力;f為“純剪下”狀態下的純剪下應力,N、N 、N 為對應e、e 和f的等差條紋級數, b為模型厚度。按照前述應力分析,用E玻璃纖維和環氧樹脂製成的單向纖維增強光彈性複合材料製成兩根梁,一根梁軸線平行於材料纖維主方向L,另一根梁軸線垂直於材料纖維主方向L。兩根梁的材料製備工藝,纖維含量,截面尺寸及跨度都是相同的。
測定材料條紋值f 、f 時,按圖1的方式分級載入,分別記錄下兩根梁在各級荷載作用下相應的等差條紋級次N 和N ,載入要使試件出現2~ 3級等差條紋。然後根據式( 5)中的前兩式,即可求得正交異性光彈性的材料條紋值f 和f。測定另一材料條紋值f 仍用上述兩根梁,按圖5的載入方式分級載入,記錄下荷載大小及相應的等差條紋級次N ,根據式( 5)中的第3式,即可得到剪下條紋值f ,其值見表1。關於剪下材料條紋值測定的詳細論述見文獻 。
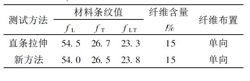 表4 兩種方法測定的材料條紋值
表4 兩種方法測定的材料條紋值測定材料條紋值所用的試件, 是用含量15%的E玻璃纖維與環氧樹脂製成的光彈性複合材料矩形截面梁,其跨度l= 140 mm,截面厚度b= 5 mm,截面高度h= 20 mm,測定f 時荷載P= 720 N。試驗測定是在409-Ⅱ 型光彈儀上進行的。測出的材料條紋值結果見表4。
從表4可知,對纖維含量相同,制板工藝相同的光彈性複合材料,用不同的方法測定的f 、f 及f 具有明顯的可比性,即測出的材料條紋值分別接近 。
