
彎輥技術 (roll bending technique)
用機械力彎曲軋輥輥身,以控制帶鋼凸度(見板凸度)和平直度(見平直度控制)的技術。通常以液壓為動力,故也稱液壓彎輥。液壓彎輥自20世紀60年代初期出現以來,發展十分迅速液壓彎輥裝置已成為各種板帶軋機上必不可少的設備。液壓彎輥技術可分為工作輥彎輥和支承輥彎輥兩種類型。當工作輥輥身長度L與直徑D之比L/D<3.5時,採用工作輥彎曲的方式;當L/D≥3.5時,常採用支承輥彎曲的方式。兩種彎輥方式中都有正彎和負彎之分。所謂正彎是指彎輥力使軋輥產生的彎曲方向與軋制力引起的彎曲方向相反,即彎輥時工作輥凸度增大。而負彎是指彎輥力引起軋輥彎曲方向與軋制力引起的彎曲方向相同,即彎輥時工作輥凸度減小。
工作輥正彎 這種彎輥方式常將液壓缸裝在下工作輥軸承座上,液壓彎輥力作用在上下軸承座之間,如圖1a。液壓缸的數目和尺寸取決於所需要的彎輥力的大小和軋輥軸承的強度。一般在每一個軸承座上裝有2~4個液壓缸。液壓缸裝在工作輥軸承座內,在更換工作輥時需要拆開高壓管路接頭,使用很不方便。一種比較新的結構是將上下工作輥的液壓缸安裝在機架凸台上,這樣不必拆卸管接頭就可自如地進行換輥操作。
工作輥負彎 這種彎輥方式將液壓缸安裝在支承輥軸承座上,彎輥力作用在工作輥軸承座與支承輥軸承座之間,如圖1b。
工作輥負彎有3個優點:
(1)彎輥力大小對板厚自動控制系統不發生干擾作用;
(2)更換工作輥時無需拆卸液壓缸的高壓供油迴路接頭;
(3)可以避免氧化鐵皮、乳化液等侵入液壓缸。增加負彎工作輥,可以擴大液壓彎輥的調節範圍。
支承輥彎曲 支承輥彎曲也被廣泛地套用於板形調整。支承輥彎曲雖然也有正彎和負彎兩種型式,但絕大多數都是正彎(圖1c),負彎套用較少。這種彎輥裝置的彎輥力施加在軸承座外側的輥端上,將軸承作為支點,對支承輥進行彎曲。它的主要優點就是可以同時調整帶鋼縱向和橫向的厚度差。支承輥彎輥裝置的彎輥力大,輥凸度變化敏感,而且可以在相當廣泛的範圍內調整軋輥凸度。支承輥彎輥的效果比工作輥彎輥好,因此廣泛用在大型的熱軋厚板軋機上。在寬頻鋼熱連軋機組和單機架可逆式熱軋機上,甚至在帶鋼冷軋機上也有套用。
 彎輥技術
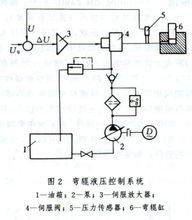
彎輥技術液壓控制 彎輥缸同時承擔彎輥和平衡雙重任務。低壓用於平衡,高壓用於彎輥控制。高壓迴路採用電液伺服閥控制。彎輥液壓伺服系統的原理如圖2所示。彎輥力設定值由計算機決定,並給出相應的電壓信號U0,同時與壓力感測器的反饋值U比較,將差值△U送入電液伺服放大器,直至彎輥力與設定值一致。
最佳彎輥力 軋制帶鋼之前,根據來料材質、料寬、料厚、坯料原始凸度、壓下量、軋制壓力以及軋機原始參數,預先計算出獲得良好板形或橫向厚度精度所應具有的彎輥力值,稱為最佳彎輥力。最佳彎輥力根據板形預報模型計算,並把彎輥裝置設定在相應的位置上,以保證帶鋼通過該軋機後能得到良好的板形和較小的板凸度,這就是帶鋼軋機上的最佳彎輥力預設定控制。最佳彎輥力的預設定計算很複雜,一般由微型計算機來執行。由於該系統反應速度快,可以通過對帶坯厚度和板凸度進行不間斷的測量所得到的信息,及時地計算出每一瞬間應設定的最佳彎輥力值,並隨時對彎輥力值進行修正,因此,可以用於線上實時控制。
彎輥效果與局限性 液壓彎輥對平直度控制具有重大意義,是對板帶平直度控制的有效手段。
它有如下使用效果:
(1)帶鋼平直度顯著提高;
(2)橫向厚度不均勻性降低20%~25%;
(3)軋輥使用壽命增加15%~20%;
(4)軋機生產率提高5%~7%。
但液壓彎輥仍存在一些不足之處:
(1)彎輥力不足,無法消除寬頻鋼的中部浪形;
(2)也無法消除生產中出現的複合波、局部波等比較複雜的板形缺陷;
(3)對板厚自動控制產生干擾。
