原理
強力旋壓又稱變薄旋壓,旋壓時採用尾頂或別的方式將毛坯固定於模具,模具旋轉,旋輪作進給運動,使毛坯連續地逐點變薄並貼靠模具而形成所需要形狀的零件,強力旋壓主要依靠坯料厚度的減薄來實現工件的成形。
分類
根據變形規律和成形零件形狀的不同,強旋又可分為兩類,筒形件強力旋壓(流動旋壓)和錐形件強力旋壓(剪下旋壓),流動旋壓主要用於成形高精度的長筒類零件,剪下旋壓主要用於成形錐形件。
 強力旋壓
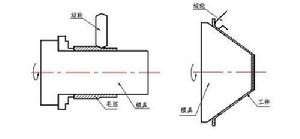
強力旋壓 a)筒形件強力旋壓(流動旋壓) b)錐形件強力旋壓(剪下旋壓)
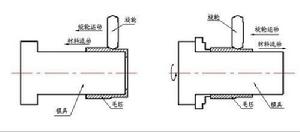
流動旋壓正反旋壓示意圖
筒形件強力旋壓也稱流動旋壓,是指將短厚的筒形坯料套在模具上,用尾頂、齒盤或別的方式將毛坯固定於模具上,當毛坯、模具隨著主軸旋轉時,旋輪與模具保持規定的間隙,並作平行於模具母線方向的進給運動,使毛坯材料在轉動中從一端開始逐點地從旋輪與模具間隙擠出,此時旋輪與毛坯接觸,因摩擦力帶動而自轉,變形的結果是毛坯壁厚減薄,內徑基本保持不變,而軸向延伸。旋壓時在壓力作用下毛坯只在與旋輪接觸的很小變形區內產生塑性變形,被壓金屬由於圓周方向阻力較大,便向著阻力最小的軸向流動,最終達到所需要的壁厚、直徑尺寸的圓筒。
強力旋壓根據旋輪運動方向與毛坯材料流動方向的不同,又可分為正旋與反旋。正旋時毛坯材料流動方向與旋輪運動方向相同,反旋時毛坯材料流動方向與旋輪運動方向相反。如圖所示:
 強力旋壓
強力旋壓 a)流動旋壓的正旋 b)流動旋壓的反旋
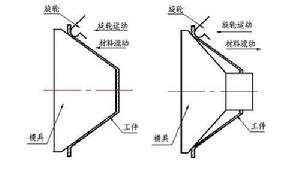
剪下旋壓正反旋示意圖
錐形件強力旋壓也稱剪下旋壓,是指將板料或錐形坯料安裝並固定在模具上。旋壓時旋輪隨工件和模具旋轉,工件發生逐點變形,使毛坯達到所需要的壁厚和角度的一種加工方式。剪下旋壓也分為正旋和反旋。
 強力旋壓
強力旋壓 a)剪下旋壓的正旋 b)剪下旋壓的反旋
強力旋壓中的正旋和反旋各有特點,套用範圍也不盡相同,需要我們在實際生產過程中按照需要進行選擇。
正旋時,毛坯與芯模端面接觸,旋輪從毛坯一端開始旋壓,己旋壓的金屬處於拉應力狀態,而未旋壓的部分處於無應力狀態,並隨同旋輪的運動向進給方向流動。此時旋壓所需的扭矩由芯模經毛坯底部以及已旋壓而變薄的壁部來傳遞,最後傳到旋輪上。正旋情況下,旋壓力能參數較小,產生擴徑和金屬堆積也較小。這是由於在旋輪的作用下,開口端的金屬材料可以自由延伸的緣故。正旋不僅可以旋制帶底的直筒件,而且易成形帶底的凸、凹筋和各種變壁厚的零件。
正旋也有缺點,正旋時旋輪需走完工件的全長,因此工件長度受芯模長度和工具機縱向行程的限制。要旋出多長的成品就必須有多長的芯模和工具機行程,從而也降低了設備的生產效率及提高了製造成本。此外,固定毛坯用的工藝裝備也較為複雜。
反旋時,採用的毛坯多是兩端開口的管狀或環狀。其一端與芯模的齒盤或台肩環形面接觸。在旋輪進給推動力作用下,由接觸端面的摩擦力,由未減薄的原始壁部來傳遞扭矩。旋輪從一端開始旋壓,被旋出的金屬向著旋輪進給的反方向流動。可見,未旋壓部分的毛坯處於壓應力狀態,而已旋壓的金屬處於無應力狀態。
反旋法的優缺點正好與正旋法相反,即反旋時工件長度往往都大於模具的長度和工具機的有效形行程,它只要一個符合工具機行程的芯模,便可以旋出兩倍、甚至多倍於芯模長度的筒形件來。其次,固定毛坯的夾具也很簡單,可直接用毛坯端面與芯模凸台的接觸來傳遞旋壓扭矩。有時為了提高可靠性,也採用帶齒的止動環套在芯模底部。
