
定義
差溫加熱指對被加熱件採用不同的溫度同時進行加熱或者隨時間變化的溫度進行加熱的方式。用這種溫度差的加熱方式來使被加熱件的性能達到指定要求。
研究背景
複合鑄鋼支承輥的差溫熱處理開始於20世紀60年代的歐美 ,之後中國的一些軋輥生產廠家開始採用這一技術.但是,由於受技術裝備的限制以及工藝技術不成熟,大多廠家僅僅是採用台車式熱處理爐或井式爐進行較快速度的升溫,短時間保溫,以達到軋輥內外溫度存在一定的差別;事實上,此種熱處理方法遠遠不能達到差溫熱處理的效果。與整體加熱淬火相比,該工藝可減小淬火開裂的危險性,節約能源,並可顯著提高軋輥的表面硬度、耐磨性和高抗剝落性能,而軋輥芯部又具有高抗斷裂性能等良好的綜合性能,從而提高軋輥質量和延長使用壽命。2002年,一重集團通過對其差溫熱處理爐進行改造,基本上實現了鍛鋼支承輥的差溫熱處理。2003年,邢台機械軋輥集團有限公司差溫熱處理爐上馬,為複合鑄鋼支承輥實現完全的差溫熱處理創造了條件。複合鑄鋼支承輥生產初期,外層為Cr2材質,通常採用整體加熱淬火工藝方法;然而,這一方法工藝周期長,生產效率低,能源消耗大,生產的軋輥殘餘應力大,難以適應合金含量高、技術要求高的複合支承輥的熱處理生產,易造成軋輥斷裂等軋輥使用事故發生。對於合金含量高的Cr3~Cr5系列複合鑄鋼支承輥,差溫熱處理方法的優勢更為明顯。大型軋輥由於體積大、工序多、周期長,對產品質量要求較高,如何制訂合理的熱處理工藝在生產中顯得非常重要。通過實驗去摸索則代價太高且周期過長,而計算機模擬具有快速、成本低的特點,因此利用計算機模擬大型軋輥的熱處理過程具有極大優勢。
開槽軋輥整體差溫加熱噴霧淬火工藝的改進
原工藝分析
 差溫加熱
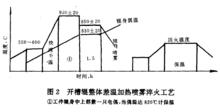
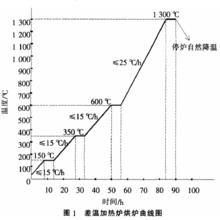
差溫加熱原最終熱處理工藝如圖2所示。
按此工藝,2001年年底我廠生產的一件馬鋼開槽軋輥,在加熱後噴霧時,兩側外端角崩邊,崩邊尺寸:35mmx25mm,長度達2/3圓周,導致報廢。
由於上述工藝是根據相近尺寸直面輥整體快速加熱工藝制訂的,存在以下缺點:
(1)槽底與輥面溫差過大,若按槽底計保溫時間,輥面溫度會在高溫保溫時間過長,尤其尖角處容易引起過熱;若按輥面計保溫時間,槽底加熱時間明顯不足。
 差溫加熱
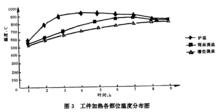
差溫加熱(2)槽底、輥面截面相差較大,端角處必然過熱。而我公司噴霧設備無法精確調整噴嘴,若噴霧參數不當極易崩邊,產生廢品。為驗證以上間題,我們分別在工件槽底及輥面處敷偶進行測溫。
 差溫加熱
差溫加熱由圖3可見,按此工藝執行,開槽輥輥面與槽底溫度相差極大,溫差最高點達85℃。若按輥面偶溫計保溫,槽底處4h才能到溫,加熱明顯不足,若按槽底偶溫計保溫,輥面處920℃左右高溫加熱時間已達4h,明顯過長,尤其端角處容易引起表面晶粒粗大,從而增加了輥身噴霧時的開裂傾向。
詳細分析上只開槽軋輥的報廢原因,主要有以下幾點:
(1)端角倒角R10mm過小,冷卻時易引起應力集中。
(2)噴霧時,軋輥側面濺水方向不定,導致輥面冷卻不均。
(3)工件圓角處光潔度過低,噴嘴又無法調整,使尖角冷卻過激,導致應力集中。
(4)尖角加熱時間過長。
開槽輥整體快速不透燒加熱工藝的改進
 差溫加熱
差溫加熱根據以上情況,我們對原工藝進行了改進,具體方法如下:
(1)適當調整高溫溫度和保溫時間,延長低溫保溫時間。避免工件端角加熱時間過長,同時又要保證工件槽底處的加熱時間和加熱溫度。
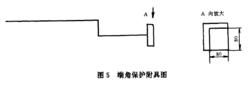
(2)研製附具(見圖5)對端角進行保護,防止水霧對工件端角冷卻過激。
 差溫加熱
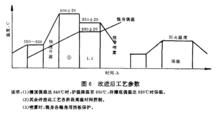
差溫加熱我們投制了12件附具對工件各處端角進行保護,噴霧時將附具放置在輥身端角處,將霧水隔開。實際生產中,該附具有效地避免了霧水直接噴射到工件端角處,其效果非常有效。具體改進工藝參數見圖6。
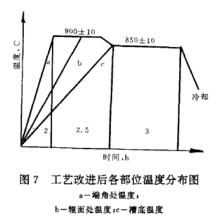
此工藝工件端角、輥面高溫時間明顯縮短,尤其端角處溫度高溫時間更短,而槽底溫度及加熱層深足夠。各處溫度分布見圖7。
經實際操作,從升溫開始到900℃高溫均溫結束,總時間為4.5h,850℃保溫總時間為3h為宜。
按上述改進後的工藝,又生產了多支同類開槽軋輥,均未發現端角開裂,且經回火後,輥身一次交檢全部合格。
開合式差溫加熱爐
開合式差溫加熱爐屬於軋輥行業專用熱處理設備,主要特點是爐膛空間小,升溫速度快,既節能高效又提高了產品產量和質量。針對以上特點,爐襯設計主要從以下幾方而進行考慮:
(1)熱震穩定性
由於差溫加熱升溫速度快,達到≧33 ℃/min,因此爐襯必須有很好的熱震穩定性,也就是抗急冷急熱性要好,這是一般普通勃土耐火磚爐襯所不具備的性能。
 差溫加熱
差溫加熱(2)抗風蝕性
差溫加熱爐不僅要求加熱速度快,而且要求有很好的爐溫均勻性,關鍵是必須滿足工件的溫度均勻性,這就是差溫加熱爐選用高速燒嘴的原因,但是高速燒嘴的出口火焰速度很高,能達到100 m/s以上,要求爐襯必須具備良好的抗風蝕性,否則爐襯的使用壽命會受到影響。
(3)抗振動性
由於差溫加熱爐在生產過程中,要經常的進行開合運行,以實現工件的裝出爐,爐體的驅動由電機、減速機、絲槓組成,運行過程中存在一定的振動,因此爐襯必須牢固抗振,不能因為振動而出現脫落,尤其在爐襯出現損壞的情況下,不能出現稍有振動就會大而積掉落現象。
(4)保溫、耐高溫性
由於差溫加熱爐爐膛空間很小,工件與爐壁之間距離在400~600mm範圍,爐膛幾乎沒有蓄熱能力,因此高溫煙氣會很快的排入煙道。另外,差溫加熱爐爐體是由兩個半圓構成,生產過程中經常進行開合運動,在爐體接合密封處的密封結構經常會損壞,若維修不及時也會造成跑火。爐膛1300℃的溫度也要求爐襯必須有很好的保溫性和耐高溫性能,以保證爐膛溫度,同時起到很好的節能效果。
結合以上幾方面的因素,還考慮到爐體經常進行開合運動,所以爐體重量也是本次爐襯設計考慮的重要因素之一。因此經過熱工計算,最終選用了耐火纖維毯+耐火纖維可塑膠的複合爐襯結構。
