
工業視覺系統
正文
用於自動檢驗、工件加工和裝配自動化以及生產過程的控制和監視的圖像識別機器。工業視覺系統的圖像識別過程是按任務需要從原始圖像數據中提取有關信息、高度概括地描述圖像內容,以便對圖像的某些內容加以解釋和判斷。工業視覺系統可看作是針對任務作了簡化的初級機器視覺系統。幾乎所有的工業生產領域都需要套用機器視覺代替人的視覺,特別是那些對速度、精度或可靠性要求高的視覺任務更需要採用工業視覺系統。用工業視覺系統實現的自動檢驗可以銜接計算機輔助設計和計算機輔助製造,是實現計算機集成設計和製造中心(CIDMAC)的必要手段。而CIDMAC能顯著提高小批量加工生產的效率和產品質量。一般結構 。
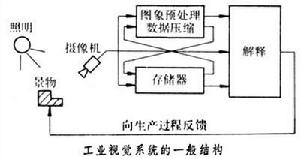 按照現有技術水平,實用工業視覺系統的性能遠未達到實驗室中的機器視覺系統。對工業視覺系統的要求是成本低、可靠性高和速度快。因此通常針對已知現場條件對系統進行簡化,例如安排攝像機和照明之間的一定布局、對視覺對象的數目和特性加以限制等。下圖是工業視覺系統的一般結構,包括照明、攝像機、圖像預處理和數據壓縮、圖像存儲以及圖像解釋等部分。從攝像機來的數據存儲在計算機的存儲器中以供數據壓縮和解釋使用。圖像預處理的作用是增強圖像和抑制噪聲。由於需要對序貫出現的圖像進行快速的解釋,通常在前級設定數據壓縮裝置
按照現有技術水平,實用工業視覺系統的性能遠未達到實驗室中的機器視覺系統。對工業視覺系統的要求是成本低、可靠性高和速度快。因此通常針對已知現場條件對系統進行簡化,例如安排攝像機和照明之間的一定布局、對視覺對象的數目和特性加以限制等。下圖是工業視覺系統的一般結構,包括照明、攝像機、圖像預處理和數據壓縮、圖像存儲以及圖像解釋等部分。從攝像機來的數據存儲在計算機的存儲器中以供數據壓縮和解釋使用。圖像預處理的作用是增強圖像和抑制噪聲。由於需要對序貫出現的圖像進行快速的解釋,通常在前級設定數據壓縮裝置 照明 在現代技術條件下照明部分是視覺系統的關鍵。為了使系統能有效地工作,人們力圖在目標和背景之間產生清晰的對比。有人甚至把工業視覺系統稱為“受控照明計算機視覺”。照明的布局大致可分為 4種:①背光,可產生強反差,常用於二值圖像識別技術。例如,用於對傳送帶上的部件分類。②漫射頂光,適用於識別分離的部件或表面方向未知的部件,例如混裝於箱中的扁平物件。③直射頂光,它能在目標表面穩定時產生可靠的高反差圖像,適用於二值圖像識別。對表面略為粗糙的扁平部件能產生光亮穩定的圖像區域。對彎曲表面或平面拋光表面可設定強光。④結構光,即用雷射點、束或網照明景物,用於景物三維信息的三角測量。例如,用雷射束照明焊槽以測量關於焊槽位置和形狀的三維信息。
攝像 常採用陰極射線管式或固體式攝像機獲取圖像數據。對於高精度測量可採用線掃描攝像機。固體攝像機用於工業視覺系統有很大優越性,它的優點是可靠性高、壽命長和成像較穩定等。固體攝像機在價格方面已能與真空管攝像機相匹敵。
圖像預處理 其作用是改進圖像質量,以便進行圖像識別。典型的圖像預處理有4個步驟:①陰影校正,即對景物上不均勻的照明進行平滑補償。②灰度校正,即將輸入的灰度值進行線性或非線性的變換以求改進圖像質量。③噪聲過濾,通常採用低(頻)通(過)運算器抑制噪聲。④圖像增強,即圖像輪廓增強,採用高(頻)通(過)運算器。
數據壓縮 最簡單的數據壓縮技術是取圖像灰度的閾值,產生二值圖像。二值圖像還可進一步壓縮。按區域壓縮和按輪廓壓縮是兩種基本的數據壓縮方法,它們既可用於二值圖像也可用於灰度圖像。但在工業視覺系統中,按區域壓縮的方法常用於二值圖像,按輪廓壓縮的方法則常用於灰度圖像。這是因為早期的工業視覺系統多採用二值圖像,所處理的部件可用整體區域特徵加以識別,而從灰度圖像獲取可靠的區域型特徵則比較困難。二值圖像按區域的壓縮是將圖像分為若干連通區域。通過連通程式來完成這項工作,同時為每個區域編號。對每個區域計算面積、重心、慣量矩、空洞數目、輪廓線長度、最小外切矩形等典型特徵參數。這些特徵參數就作為下一步圖像解釋的輸入。灰度圖像按輪廓的壓縮是從經過增強處理的圖像上抽取直線、拐角、圓弧等輪廓特徵或求出代表輪廓線方向斜率的一組線段。這後一種方法常出現線段丟失、破碎以及重合等誤差,需要用關於景物的先驗知識加以判斷。數據壓縮有時被當作圖像分割(見模式識別),但實際上比把圖像分為有意義單元的圖像分割簡單。
圖像解釋 即按照任務對圖像內容進行高度概括的描述。它基於圖像的模型匹配。模型是對所要識別的理想模式外形的描述,包括所有可能的部分畸變、平移或鏇轉的模式的集合。將其中一個模式當作原型,那么解釋就是尋找與經壓縮後的數據匹配得最好的原型,並用描述模型的參數給出解釋。最簡單的模型匹配方法是樣板匹配,它僅適用於原型很少的場合,而且計算量也很大。在一般情況下需要考慮大量原型,此時可採用搜尋法、鬆弛法和聚類法,但對於工業視覺系統都不太理想。已經用這些方法初步解決重疊工件的識別問題。雖然鬆弛法和聚類法已經是實驗室中用於圖像解釋的極普通的方法,但由於成本昂貴尚未被普遍採用到工業視覺系統的設計中去。
建模 設計工業視覺系統的首要指標是靈活性。而在目前技術水平下設計通用工業視覺系統的成本又過於昂貴。所以實現軟體和硬體的模組化是解決這個問題的可能途徑。其關鍵是規定一類問題,針對它建立硬體和軟體結構,在該類問題中可直接改變模型參數使系統適應所處理的問題。採用人機互動的方式來找出系統的參照景物和從該景物導出的可供選擇的參數。這種做法實際上是在識別程式中隱含了人的經驗,即人關於什麼是圖像的可靠和有意義特徵的看法。完全自動化的“示教式”方法尚待進一步發展。
套用 工業視覺系統可用於種類繁多的任務。按用途可列舉如下例子:用於CIDMAC中的目標定位、定向和識別;缺陷檢查(如金屬元件的裂痕);分揀(如從果殼中挑果仁);分級(如計算肉的肥瘦率);測定瓶或罐內的液面;線上測量食品、布料或機加工件的尺寸;檢驗組裝的正確性;檢驗食物、化妝品、藥品的污染;檢測化學物質的泄漏;儀表校準;工具磨損檢測以及產品包裝檢驗等。工業視覺系統按被測景物的特點和複雜性以及所處理的特定任務又大致可分為自動檢驗、部件加工和裝配、生產過程控制三類。
自動檢驗 自動檢驗是工業視覺系統最重要的套用領域。它的優點是可提供快速無接觸測量,對部件的檢驗率幾乎可達100%,而且視覺檢驗機器裝入現有生產系統比機器人視覺系統方便。在很多工業生產領域中,自動檢驗是實現生產自動化的必要條件。在自動輸送部件的系統中,甚至像螺釘這樣簡單的零件也必須 100%地加以檢驗,否則會降低機器的效率,甚至引起嚴重事故。自動檢驗的任務主要包括完備性檢驗、形狀檢驗和表面檢驗:
① 完備性檢驗 對部件上的零件是否完備、缺失進行檢驗。部件上丟失零件可能導致嚴重後果。例如,如果丟失發動機閥門彈簧的帽卡,則有可能使發動機毀壞。
② 形狀檢驗 這方面的例子有檢驗螺桿或螺釘這樣的簡單部件、檢驗小圓片的圓度、檢驗包裝上或瓶子上的標籤的尺寸、形狀和位置等。形狀檢驗的一個最重要的套用是檢驗印刷電路板,包括檢測板上的導線破裂、短路、突出物以及相鄰兩線的距離等。
③ 表面檢驗 這是質量控制的一個重要步驟。例如,檢驗鋼板、軸承部件、搪瓷或玻璃的表面。通常必須檢驗一批序貫通過的不同形狀的表面,並能對缺陷損傷加以區分。
部件加工和裝配 這類套用的主要視覺任務是確定部件的位置和方向。部件通常裝在容器中運輸或存儲,在此過程中原始位置被打亂。包括從托板對部件位置的微小干擾到把部件裝箱這樣的過程都會使原始位置混亂。對此尚無通用解決辦法。針對機器人隨機抓取傳送帶上的定向部件已研製了數種視覺系統。但這類套用場合在生產過程中不具普遍性。在晶片焊接過程中需用視覺系統導引焊接位置,並輔助振動傳送帶對元件的機械分類。在用機器人安裝機車輪時也需用視覺系統確定輪轂的位置和方向。大多數裝配任務需要用視覺和觸覺配合才行,例如把針插入洞中這樣的任務還可用特製的機械系統配合完成。
生產過程控制 工業視覺系統在生產過程控制中的最重要的套用領域是焊接控制。在自動焊接過程中,由於存在焊件連線準備工作的差異以及焊接期間發生的不準確定位和熱畸變,因此常常需要採用視覺系統跟蹤焊縫。在弧焊中,強光和焊花四濺給圖像分析帶來困難。為此研製了特殊的快門,僅在過程的短路期間打開。在浸入弧焊中,焊接過程對視覺系統的干擾不大。工業視覺系統還用於讀出部件的特徵或貼於其上的條碼以協助生產過程中部件的分配。
參考書目
B.G.Batchelor(ed.), Pattern Recognition:Ideas in Practice, plenum, New York,1978.
B.G.Batchelor,D.A.Hill,D.C.Hodgson, Automated Visual Inspection, IFS, Bedford, UK, 1958.
