
尾軸管
 尾軸承
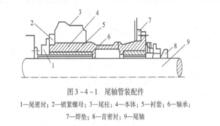
尾軸承尾軸安裝在尾軸管內,並密封尾軸管。尾軸管是一個裝配部件,它由尾軸管本體、尾軸管襯套及尾軸管軸承等組成,如圖所示。尾軸管分為常規型和改進型兩種,常規性尾軸管的結構形式主要有整體式尾管和連線式尾管兩種,後者一般比較長,往往分若干節組合而成,同時,在尾部還裝有人字架。有些吃水淺的單軸系小船也有裝人字架的,尾軸管和人字架都裝有軸承,用來支承尾軸。
尾管白合金軸承樹套的壓配過程
為了保證尾軸承襯套的液壓壓裝質量,其主要步驟如下:
1.白合金尾軸承村套壓入尾軸管前,應按工藝要求,校對其加工尺寸;
2.測量時應使用同一種測量工具,並同時注意氣候對白合金軸承的影響;
3.壓裝時,應注意軸承村套的方向,注意“上”、“下”標記,按孔的十字線對正後壓入;
4.壓裝前,在尾軸管內孔應塗一層二硫化鉬和清潔機油調製的潤滑劑;
5.軸承壓人時,測量、記錄壓人壓力,在500~100mm壓入長度內,每100mm測量、記錄一次,在100~0mm壓入長度內,每50mm測量、記錄一次;
 尾軸承 尾軸承
尾軸承 尾軸承 尾軸承
尾軸承 尾軸承
尾軸承6.壓進壓力,首端軸軸承一般可取(15-25)xN,尾端軸承壓進壓力(35-60)×N(根據丹麥B&W造機廠的經驗介紹,壓人壓力超過1×N時,容易使白合金軸村脫殼,而該廠規定壓人壓力標定上限是6×N,不論壓人時是否用潤滑油,都是這一數值);
7.壓入後測量檢查白合金軸承的白合金質量,並測量內孔的變化情況;
8.按圖紙要求鑽眼攻絲,配上止動螺釘,防止尾軸承村套轉動。
尾軸承裝配要求
為了保證壓蓋襯套和分油環在工作時不和尾軸產生摩擦,在新裝時應保證其下部間隙為尾軸軸承的允許極限間隙與其安裝間隙之差再加上0.20~0.50mm(尾軸的磨損忽略不計).
這樣,使尾軸在尾軸軸承磨損到極限狀況時,也不會與壓蓋村套或分油環接觸。其上部間隙可以適當小些。因此,最好將壓蓋的村套和分油環的內圓車成偏心,安裝時將偏心部分裝於下部,也可以用刮刀刮出下部間隙,在左右位置上,其間隙也應基本相同。一般情況下,填料壓蓋的內外圓不同軸度應小於0.1mm(偏心除外),圓度及圓柱度小於0.05mm,端面與中心線垂直度每米偏差不超過0.25mm。
