
基本概念
在夾具底坐上。刀具的位置可以用塞片在對刀塊與刀間進行對刀。塞片一般厚度為m=1.3及5厘米。後者尺寸套用得多。它的厚度的公差採用2級精確度來配合。對刀塊用在車、銑及刨等加工工作上。刀具位置以對刀塊定位時,其加工精度可到3級。刀具位置以對刀塊進行檢驗,對刀塊就像一個基準面一樣,從此處給出刀具到被加工工件安裝位置的尺寸。
對刀塊分類
高度對刀塊、直角對刀塊、側裝對刀塊、圓形對刀塊。
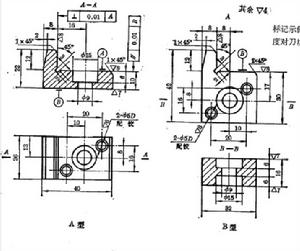
高度對刀塊
1.加工要求:光潔度為8的表面,允許在裝配後磨,銳棱倒鈍。
2.材枓及熱處理:20鋼,滲碳0.8~1.0mm,二孔中φ5D兩端去碳層,滓火HRC60~64。
3.表面處理:除磨加工表面外,發黑。
 對刀塊
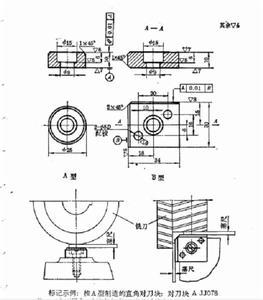
對刀塊直角對刀塊
1.加工要求:光潔度為8的表面,允許在裝配後磨,銳棱倒鈍。
2.材枓及熱處理:20鋼,滲碳0.8~1.2mm,二孔中φ5D兩端去碳層,滓火HRC58~64。
3.表面處理:除磨加工表面外,發黑。
 對刀塊
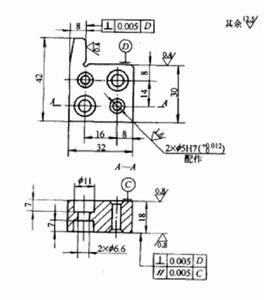
對刀塊側裝對刀塊
1.材料:20按GBT699-199的規定。
2.熱處理:碳深度0.8~1.2mm,58~64HRC
3.其他技術條件按JB/T804-1999的規定。
 對刀塊
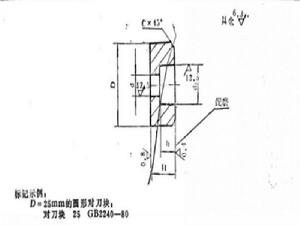
對刀塊圓形對刀塊
1.材料20按GB699-65《優質碳素結構鋼鋼號和一般技術條件》.
2.熱處理碳深度0.8~1.2mm,RC58~64.
3.其他技術條件按GB2259-80《工具機夾具零件及部件技術條件》.
 對刀塊
對刀塊